





| Kích thước pallet | 630 mm × 630 mm |
| Cán dao (tiêu chuẩn) | BT50 |
| Tốc độ trục chính tối đa | 10000 phút-1 (vòng/phút) |
| Kích thước phôi tối đa | Φ1050 mm × 1000 mm |
Trung tâm gia công 5 trục
VORTEX i-V
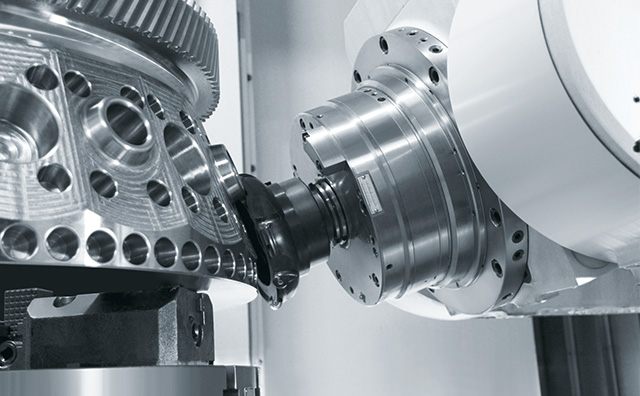
Trung tâm gia công dọc 5 trục thích hợp cho gia công đa bề mặt / gia công 5 trục của các mảnh vải nặng
- Việc chế biến các bộ phận, trước đây đòi hỏi nhiều quy trình, có thể được hoàn thành trong một thiết lập duy nhất. Điều này không chỉ làm giảm hàng tồn kho trong quá trình và thời gian dẫn đầu, mà còn cải thiện độ chính xác đồng thời.
- Ngoài chế biến đa bề mặt, chế biến tự do 5 trục là có thể

Kích thước pallet
Cấu trúc cực kỳ cứng cáp cho khả năng gia công ổn định và có độ chính xác cao
Chức năng chính xác cao như thiết bị tiêu chuẩn
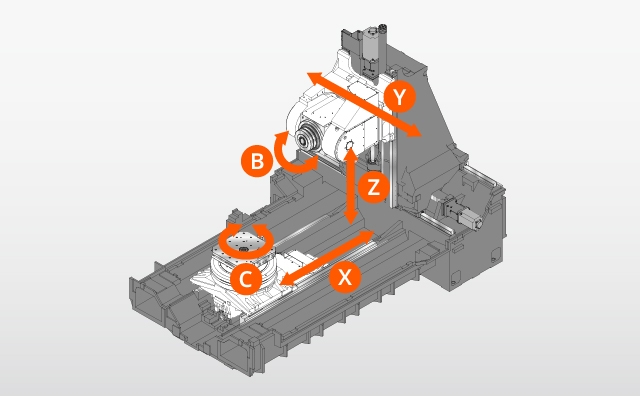
- Thanh dẫn hướng con lăn được sử dụng trên tất cả các trục
Các thanh dẫn hướng con lăn có độ cứng tuyệt vời được sử dụng trên các trục X, Y và Z để đạt được khả năng cắt mạnh mẽ và gia công có độ chính xác cao. - Trục B roller gear cam
Loại bỏ backlash đảm bảo độ chính xác cao và hiệu quả làm việc cao (trên phạm vi định vị xoay 150 độ, độ chính xác vị trí trí tốt hơn gấp đôi tiêu chuẩn ISO) - Trục C roller bánh răng cam
Bàn xoay NC sử dụng bánh răng cuộn cho chế biến chính xác cao trong thời gian hoạt động kéo dài và có thể được lập chỉ số theo 0.0001 °. - Cone coupling
Các pallet và bàn được kẹp bởi các khớp nối để đảm bảo độ cứng cao và độ chính xác vị trí cao khi đổi pallet. - Trục Y slant structure
Cấu trúc nghiêng của bề mặt lắp đặt dẫn cuộn Trục Y đảm bảo chế biến ổn định bằng cách hấp thụ tải cắt trong quá trình chế biến.
Hiệu suất phay được cải thiện để có năng suất cao
Ba vòi phun có khả năng chế biến một loạt các vật liệu từ Thép đến vật liệu phi sắt
BT50, 10000 phút-1 trục phay
Trục chính tiêu chuẩn được thiết kế cho các ứng dụng như gang thép, Thép và vật liệu phi sắt.
Đạt được chế biến hiệu quả cao cho một loạt các phần làm việc.
| Max. Tốc độ trục chính | 10000 phút-1 (vòng/phút) |
| Kết quả (40% ED / cont. rating) | AC 37 kW (50 HP) / AC 30 kW (40 HP) |
| Mô-men xoắn tối đa (40% ED / cont. rating) | 353 N·m (36,0 kgf·m) / 248 N·m (25,3 kgf·m) |
BT50, 5000 phút -1 trục phay (Tùy chọn)
Được thiết kế cho chế biến mô-men xoắn cao, chẳng hạn như gia công thô của gang thép và Thép.
| Max. Tốc độ trục chính | 5000 phút-1 (vòng/phút) |
| Kết quả (40% ED / cont. rating) | AC 37 kW (50 HP) / AC 30 kW (40 HP) |
| Mô-men xoắn tối đa (40% ED / cont. rating) | 715 N·m (73,0 kgf·m) / 525 N·m (53,6 kgf·m) |
HSK-T100, 15000 min-1 trục phay (Tùy chọn)
Đảm bảo chế biến tốc độ cao của vật liệu không sắt và vật liệu khó cắt. Nó cho phép chế biến hiệu quả cao cho một loạt các vật liệu.
| Tốc độ | 15000 phút-1 (vòng/phút) |
| Kết quả (40% ED / cont. rating) | AC 56 kW (75 HP) / AC 45 kW (60 HP) |
| Mô-men xoắn tối đa (40% ED / cont. rating) | 143 N·m (14.6 kgf·m) / 118 N·m (12.0 kgf·m) |
BBT50, HSK-T100, CAPTO C8 (Tùy chọn)
Trục chính tốc độ cao sử dụng hai mặt liên lạc giữ công cụ cho chế biến độ cứng cao.
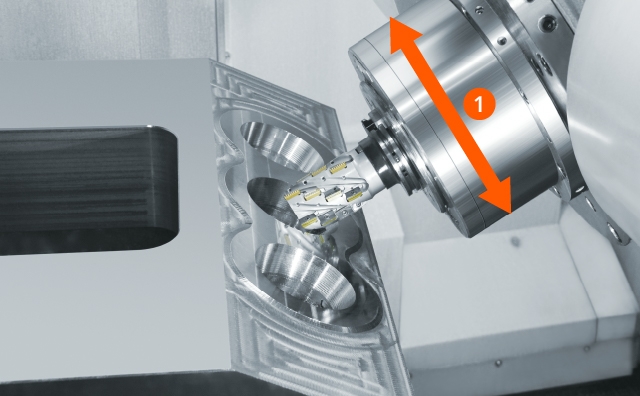
Được thiết kế cho sự can thiệp tối thiểu
Thiết kế đầu trục phay compact trục chính tối thiểu hóa sự can thiệp của phần làm việc. Nó không chỉ làm tăng diện tích chế biến, nó cho phép sử dụng các công cụ ngắn hơn để tăng hiệu suất chế biến và độ chính xác.
- 1: Φ299 mm
Gia công chính xác cao với công nghệ tiên tiến
Trục chính Ai mịn (Tùy chọn)
Điều khiển thích ứng AI độc đáo của Mazak cải thiện năng suất và chất lượng bề mặt gia công.. Nếu có độ gợn sóng xảy ra trong quá trình phay, cảm biến rung và điều khiển thích ứng AI sẽ tự động thay đổi điều kiện gia công để ngăn chặn độ gợn sóng.

SMOOTH MACHINING CONFIGURATION
Machining parameter tuning function
Các tính năng gia công bao gồm thời gian gia công, bề mặt hoàn thành và hình dạng gia công có thể được điều chỉnh theo yêu cầu vật liệu và phương pháp gia công. Người vận hành có thể dễ dàng điều chỉnh và thay đổi cài đặt, nó đặc biệt hiệu quả đối với các đường viền phức tạp được định nghĩa trong các chương trình nhỏ.

MAZA-CHECK
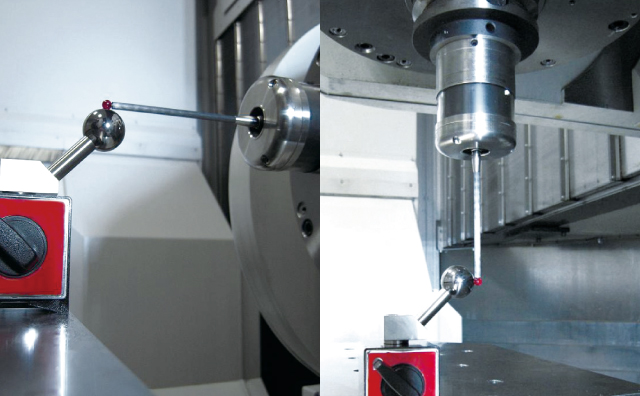
MAZA-CHECK (tính chính xác cao 5 trục)
Để đảm bảo độ chính xác gia công 5 trục, MAZA-CHECK đo và đánh giá ba giá trị; đầu tiên là khoảng cách giữa trung tâm trục phay và trung tâm bàn xoay (cách Trục X và Trục Y), thứ hai là sự lệch giữa trung tâm xoay Trục B và trung tâm xoay trục phay, và thứ ba là số tiền bù giữa trung tâm xoay Trục B và bề mặt cạnh của trục phay. Quá trình hiệu chuẩn này được thực hiện tự động bằng cách sử dụng hình cầu tiêu chuẩn,chạm cảm biến *, và macro đo.
- * Bộ cảm biến cảm ứng độ chính xác cao loại không dây RMP-600 được yêu cầu.
Buồng bao phát triển cho một loạt các công cụ và khối lượng sản xuất
Hệ thống vận chuyển công cụ
Việc sử dụng của máy tăng đáng kể với thời gian hoạt động tự động kéo dài Số lượng các công cụ được lưu trữ trong tạp chí máy có thể được giảm thiểu, và các công cụ đặc biệt có thể được chia sẻ giữa các máy.
TOOL HIVE
TOOL HIVE có thể lưu trữ hơn 240 công cụ trong một không gian nhỏ. Hoạt động và chỉnh sửa dữ liệu công cụ có thể được thực hiện trên bảng điều khiển TOOL HIVE terminal để giảm thời gian cần thiết lập dao cụ.





