


| Diámetro interior del husillo | Φ76 mm |
| Tamaño del mandril | 8″ |
| Diámetro máx. de mecanizado | Φ320 milímetros |
| Longitud máx. de mecanizado | 860 mm |
Centros de torneado CNC
HQR NEO
Centros de torneado CNC de 3 torretas / 2 husillos de alta eficiencia
- Construcción de máquina de 3 torretas / 2 husillos para tiempos de ciclo más rápidos
- Capacidad de trabajo de la barra hasta Φ102 mm (opcional)
- Sistema de automatización para diversas aplicaciones, desde el mandril hasta la pieza de trabajo del eje
- El sistema CNC MAZATROL SmoothG3 para un mecanizado altamente eficiente con 3 torretas

Tamaño del mandril
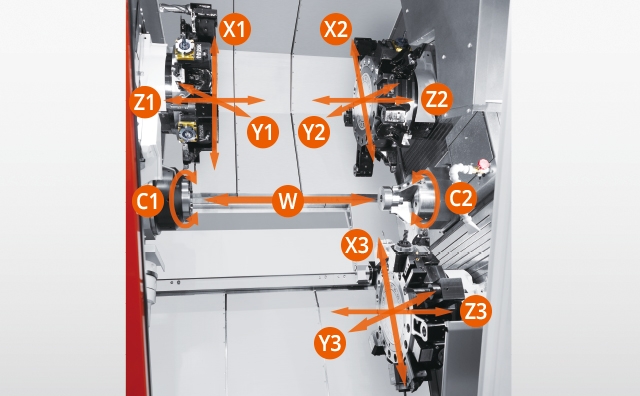
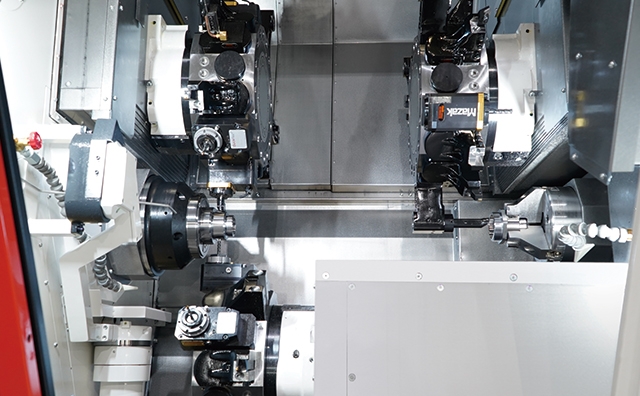
Construcción de la máquina para reducir significativamente el tiempo de ciclo
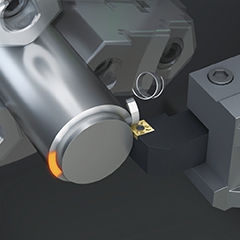
La estructura única de la máquina de 3 torretas / 2 husillos realiza el mecanizado simultáneo de dos piezas de trabajo mientras mantiene un corte equilibrado utilizando torretas superiores e inferiores.
En piezas de trabajo donde hay una diferencia en las cantidades de mecanizado entre la primera y la segunda operación, nuestra máquina logra una mejora significativa de la productividad incluso en comparación con el centro de torneado CNC de 2 torretas / 2 husillos.
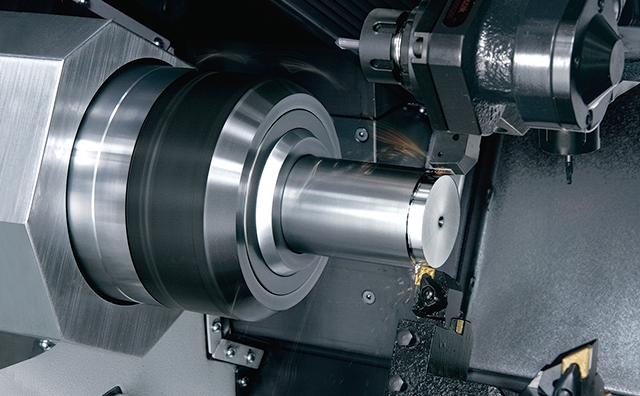
Capacidad de trabajo de la barra
Dado que tanto el husillo principal como el segundo husillo tienen grandes orificios de husillo, se puede mecanizar una amplia gama de barras.
| Modelo de máquina | Husillo principal | Segundo husillo |
| HQR-200/3 NEO | Φ65 mm | Φ65 mm |
| Φ102 mm* | Φ65 mm | |
| HQR-250/3 NEO | Φ80 mm | Φ65 mm |
| Φ80 mm* |
*: Opcional
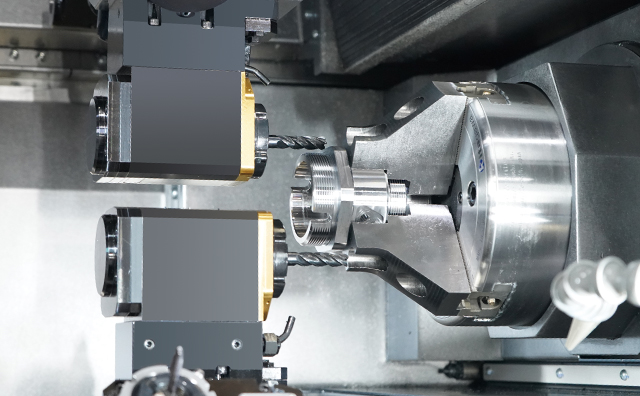
Persiga una productividad aún mayor a través de la automatización
Una variedad de equipos de automatización, como alimentadores de barras, descargadores de piezas de trabajo y robots, están disponibles opcionalmente para el funcionamiento automático a largo plazo.
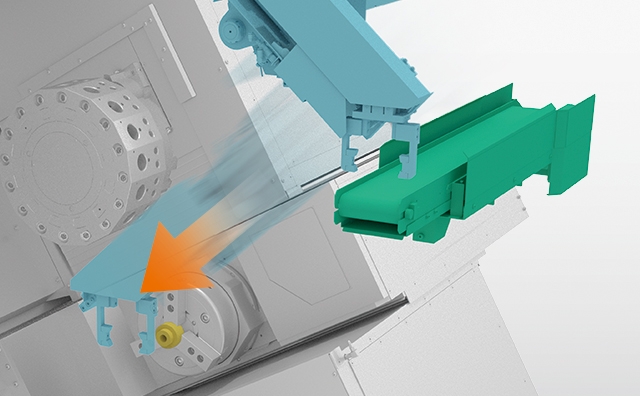
Alimentador de barras y descargador de piezas de trabajo
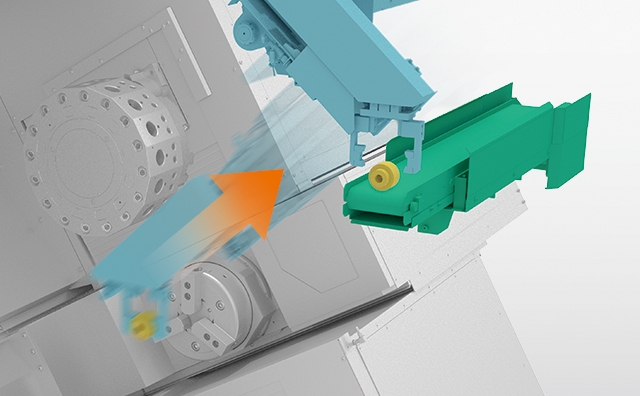
Operación efectiva desde el material de la barra hasta la pieza de trabajo terminada. Al utilizar un descargador de piezas de trabajo en lugar del recogedor de autopartes, la pieza de trabajo se retira de la máquina sin dañar la superficie acabada de alta calidad.

- Paso 1
- Paso 2
Sistema CNC MAZATROL SmoothG3
Sistema CNC simultáneo de 4 ejes
- El diseño de pantalla que aprovecha la operación táctil acelera tareas como la programación y la edición.
La criba dedicada de 3 torretas soporta el mecanizado complejo.
- Los movimientos complejos de las tres torretas están respaldados por varias funciones de verificación de interferencias para garantizar un funcionamiento seguro.

Interfaz para mejorar la usabilidad
Gran pantalla táctil para un manejo intuitivo

Mecanizado altamente eficiente con pantalla dedicada de 3 torretas y funciones de soporte
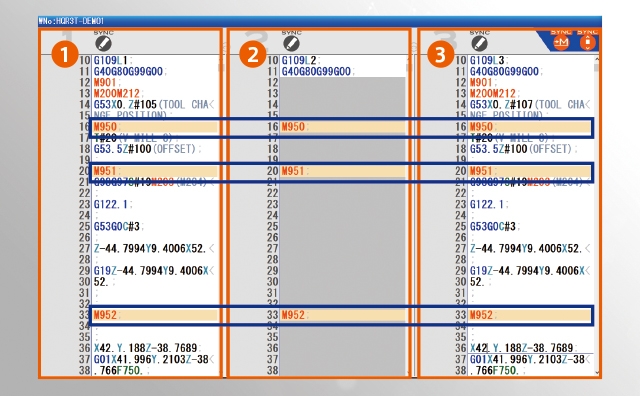
La pantalla dividida en tres columnas facilita la confirmación del funcionamiento de cada torreta. La pantalla de programación EIA/ISO muestra las posiciones de los comandos en espera una al lado de la otra, lo que permite una edición intuitiva y sencilla del programa.
Varias funciones de verificación de programas
Las comprobaciones de programa también son difíciles en las máquinas de 3 torretas debido a la complejidad de los movimientos de las torretas, lo que dificulta el mantenimiento de la sincronización de las torretas individuales.
Estas funciones permiten la comprobación del programa sin interrumpir la sincronización de las torretas.
Mecanizado virtual
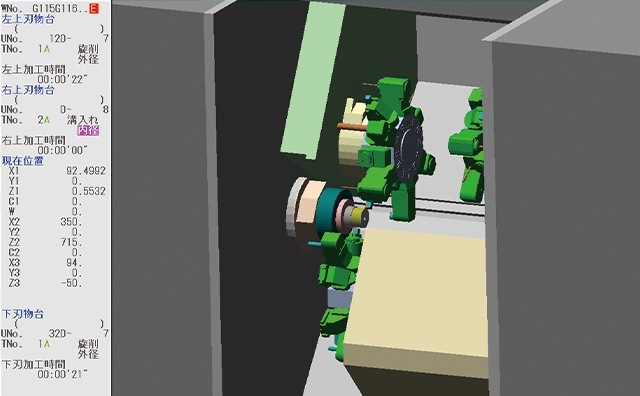
La simulación precisa en el mismo entorno operativo que la máquina nos permite comprobar la forma de mecanizado y las interferencias de antemano.
Esto permite operaciones altamente productivas desde la primera pieza de producción.
Escudo de seguridad
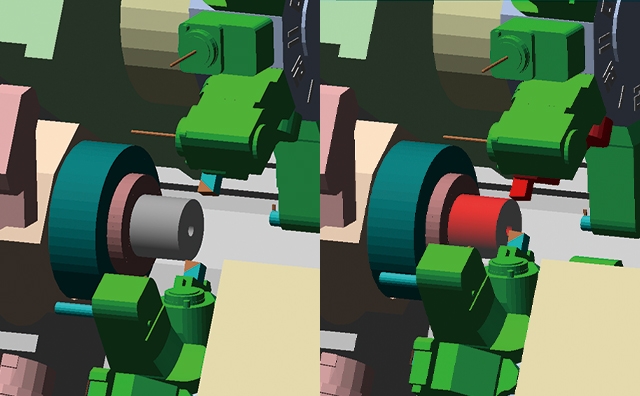
Incluso cuando los ejes se mueven manualmente durante el trabajo de configuración, el modelo 3D en la pantalla NC comprueba si hay interferencias y alerta al operador para evitar interferencias de la máquina.
Operación de un solo bloque entre redes
Cuando una torreta completa un proceso, todas las torretas en funcionamiento se detienen simultáneamente, incluso si el final del bloque difiere para cada torreta.
Esta operación de un solo bloque entre cuadrículas garantiza la sincronización entre torretas, evitando interferencias y aumentando el tiempo de inactividad causado por la desalineación del programa.
Con operación de un solo bloque entre rejillas
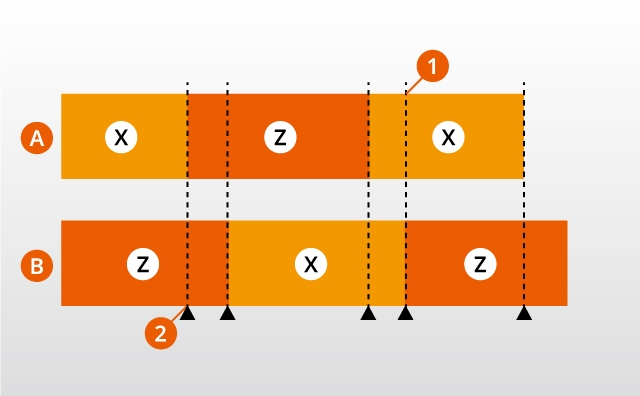
A: Turret A
B: Turret B
1: Cuando el avance del eje X de la torreta B alcanza ▲, la torreta A también se detiene.
2: Cuando el avance del eje X de la torreta A alcanza ▲, la torreta B también se detiene.
▲: Parada de operación
Sin operación de un solo bloque entre rejillas
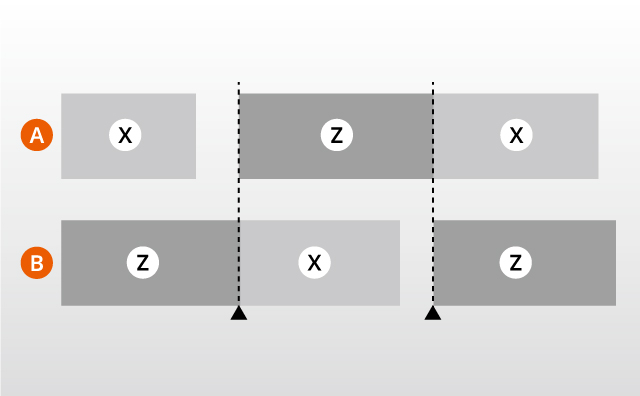
A: Turret A
B: Turret B
▲: Parada de operación
Anular la operación sincronizada
La anulación, que permite el ajuste del tiempo de procesamiento del programa, se refleja no solo en el tiempo de funcionamiento de las torretas, sino también en el tiempo de espera, lo que permite el funcionamiento del programa sin interrumpir la sincronización entre las torretas. Esto permite realizar comprobaciones de interferencias de alta precisión.
Con operación sincronizada de anulación (50 %)
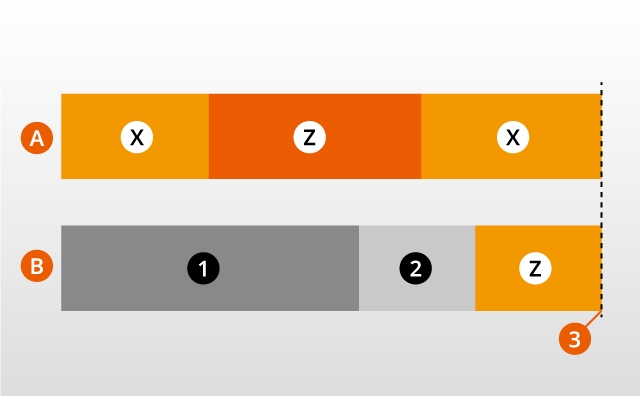
A: Turret A
B: Turret B
1: Permanencia (tiempo de espera)
2: Funciones de apoyo
3: No hay desalineación del programa
Sin operación sincronizada de anulación (50 %)
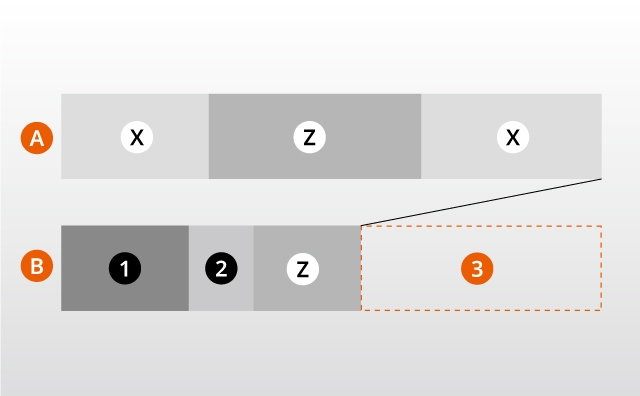
A: Turret A
B: Turret B
1: Permanencia (tiempo de espera) Sin cambio en el tiempo
2: Funciones de apoyo
3: Se ha producido un desajuste del programa
Operación manual de la manija de pulso
El programa de mecanizado se puede operar a cualquier velocidad girando el volante del sistema CNC a mano. La posición de aproximación y los puntos en los que es probable que se produzcan interferencias pueden comprobarse cuidadosamente.

HQR-200/3 NEO

HQR-250/3 NEO
| Diámetro interior del husillo | Φ91 mm |
| Tamaño del mandril | 10″ |
| Diámetro máx. de mecanizado | Φ320 milímetros |
| Longitud máx. de mecanizado | 860 mm |