




| ขนาดหัวจับ | 12 นิ้ว |
| เส้นผ่านศูนย์กลางกัดงานสูงสุด | Φ580 |
| ความยาวกัดงานสูงสุด | 2080 มม. / 2985 มม. |
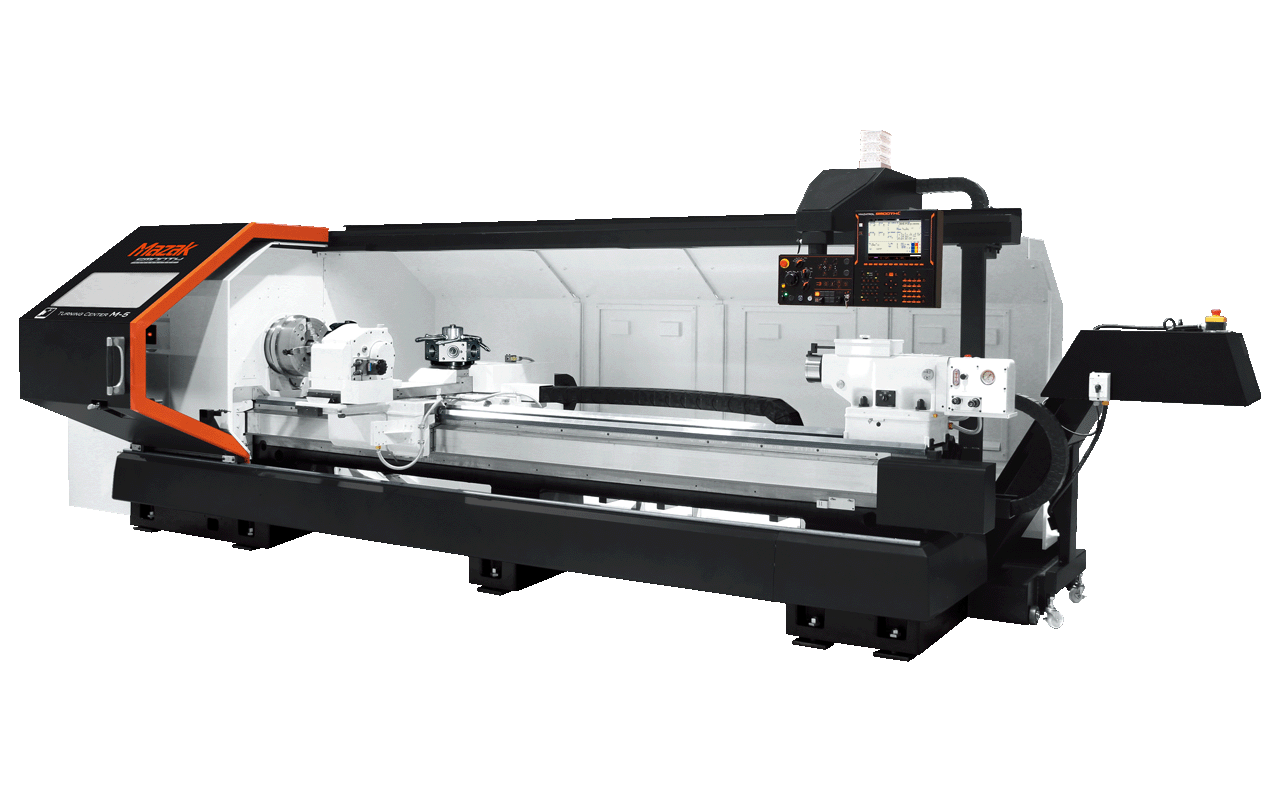
เครื่องกลึง CNC
TURNING CENTER M-5
เครื่องกลึง CNC แบบแท่นแบนสำหรับงานกลึงหนักของชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่และ เพลา ที่ยาว
- กลไกการกำจัดเศษโลหะที่ยอดเยี่ยม โครงสร้างเตียงมีความแข็งแกร่งสูง
- โครงสร้าง แกนหมุน ที่มี ความแข็งแกร่ง สูง เหมาะสำหรับชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่ของ วัสดุการกลึงที่ยาก
ออกแบบมาเพื่อประสิทธิภาพการทำงานและความน่าเชื่อถือสูง
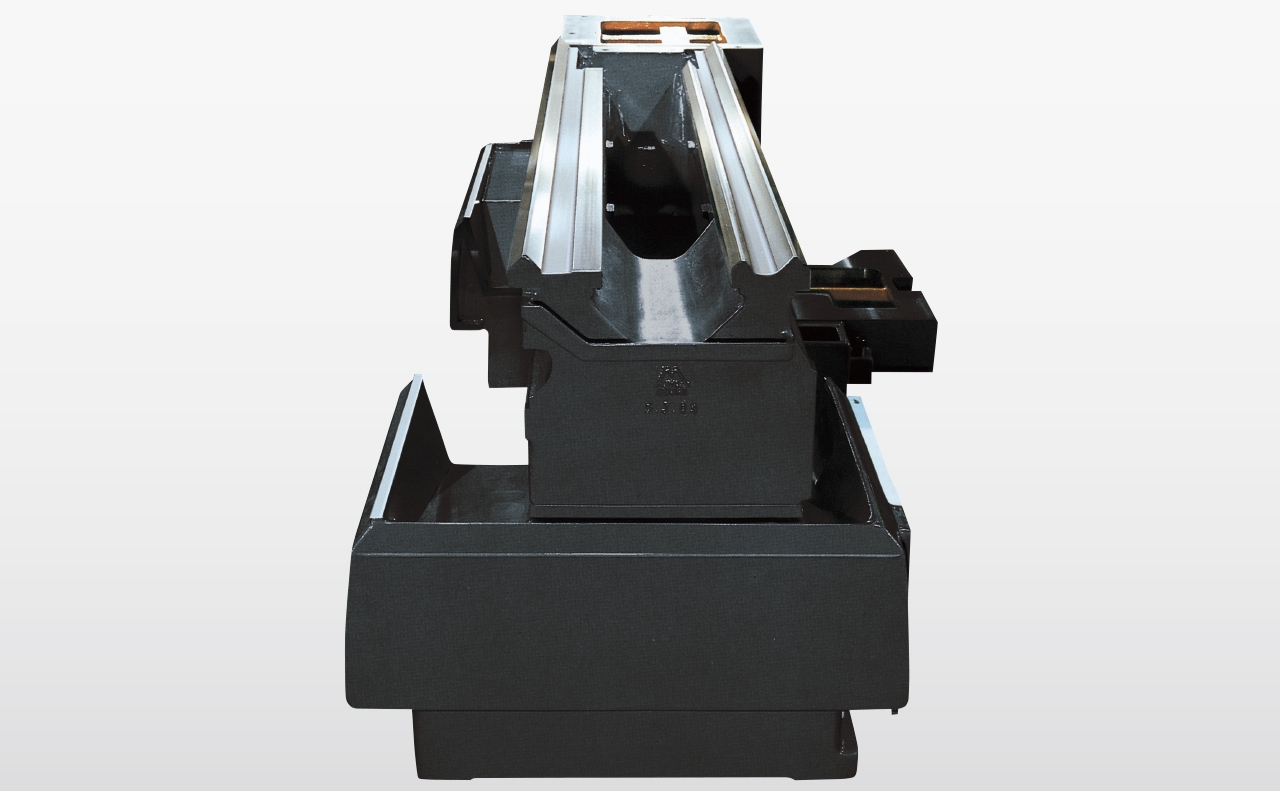
กลไกการกำจัดเศษโลหะที่ยอดเยี่ยม โครงสร้างเตียงมีความแข็งแกร่งสูง
เตียงมีทรายปิดผนึกอยู่ภายในโครงสร้างกล่องผนังสองชั้น และดูดซับการสั่นสะเทือนได้ดีเยี่ยม ซึ่งช่วยเพิ่มเสถียรภาพในการตัดพร้อมทั้งเพิ่มความแข็งแบบไดนามิกของฐานเตียง รางเลื่อนทรงตัว V ที่ผ่านการเจียรอย่างแม่นยำของ M-5 ผ่านขั้นตอน การชุบแข็งแบบเหนี่ยวนำ แบบพิเศษที่พัฒนาโดย Mazak (มากกว่า HS 70)
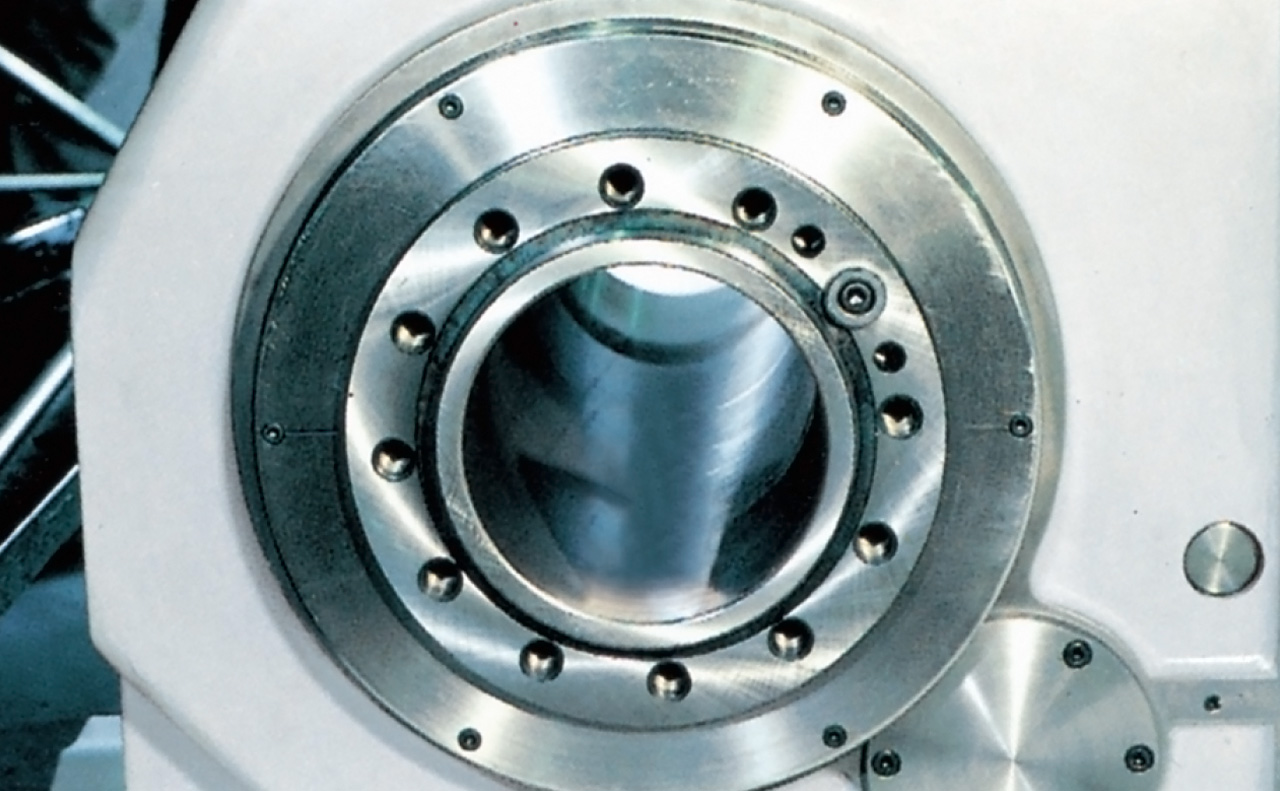
แกนหมุน กำลังสูง / ความแข็งแกร่ง
เหมาะสำหรับชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่ของ วัสดุการกลึงที่ยาก
ด้วยช่วงความเร็ว แกนหมุน ตั้งแต่ 6 ถึง 2200 นาที-1และกำลังเต็มที่ระหว่าง 178 ถึง 2200 นาที-1โดยระบบเปลี่ยน เกียร์ รอลิก 3 สปีด
รูเพลาหัวเครื่อง ขนาดใหญ่สำหรับชิ้นงาน เพลา
แกนหมุน มี ความแข็งแกร่ง สูงเนื่องจากได้รับการรองรับด้วยตลับลูกปืนที่มีความแม่นยำ และเส้นผ่านศูนย์กลาง รูเพลาหัวเครื่อง คือ Φ104 มม. ซึ่งเอื้อต่อการกลึง ตัวเลือก รูเพลาหัวเครื่อง ขนาด Φ181 มม. มีประสิทธิภาพมากในการตัดเฉือนชิ้นงานที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ใน แกนหมุน
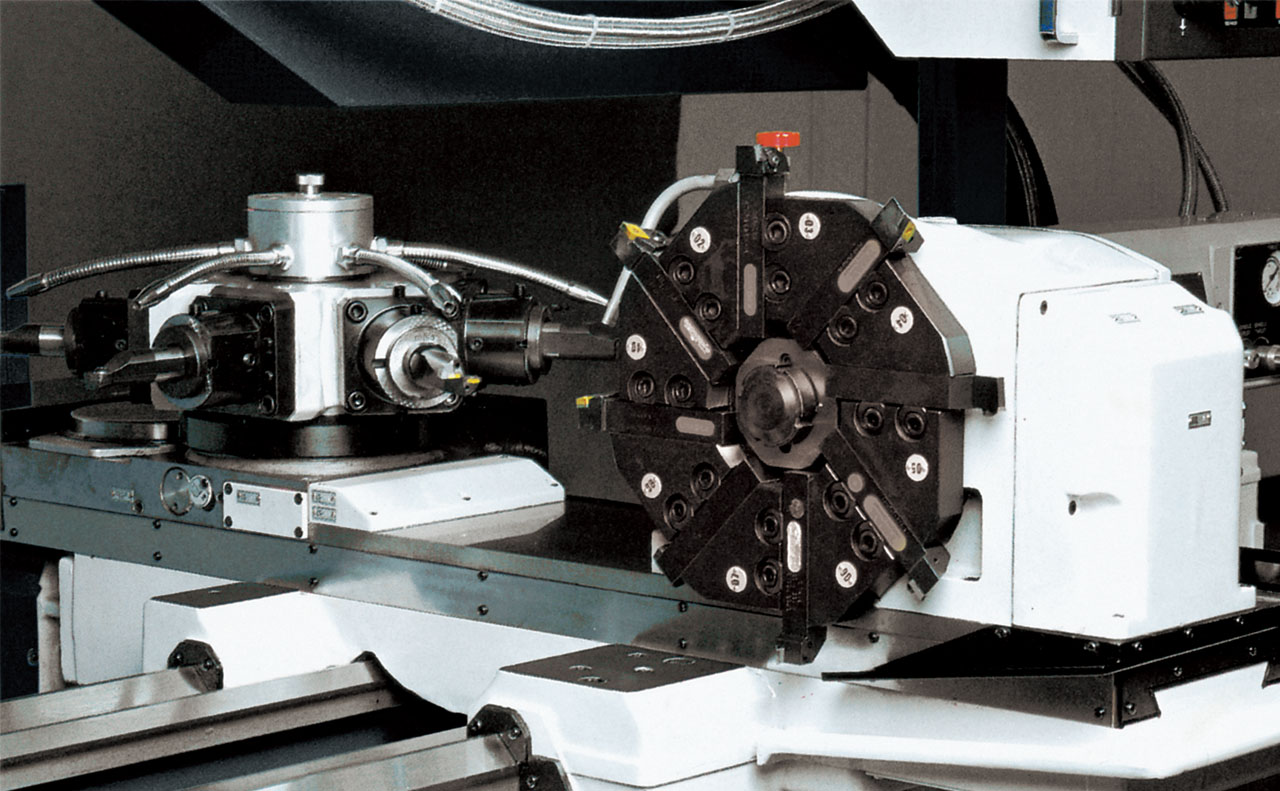
โครงสร้าง ป้อมมีด ที่มีเอกลักษณ์เฉพาะ
ลดเวลาในการตั้งค่า
อนุญาตให้ตั้งเครื่องมือถาวรได้ 14 ชิ้น เพื่อลดเวลาในการตั้งค่า
การตัดที่มีความแม่นยำสูงและงานหนักสามารถทำได้ด้วยข้อต่อเส้นผ่านศูนย์กลางขนาดใหญ่และแรงยึดป้อม ป้อมมีด สูง (ข้อต่อป้อม ป้อมมีด ดิสก์แปดเหลี่ยมด้านหน้า: 252 มม., 44600 นิวตัน / 4550 กก. ; ข้อต่อ ป้อมมีด หกเหลี่ยมด้านหลัง: 230 มม., 40200 นิวตัน / 4100 กก.)
หางท้ายไฮดรอลิกสำหรับงานหนัก
ปลอกหุ้ม มีเส้นผ่านศูนย์กลางขนาดใหญ่และโครงสร้างฐานกว้างเหมาะสำหรับ การตัดหนัก
ก้านขนนก หางปลาที่มีขนาดเส้นผ่านศูนย์กลาง 100 มม. และฐานที่กว้าง พร้อมด้วย แรงขับ สูงสุดที่ 14,700 นิวตัน (1,500 กก.) และแรงยึดฐานที่ 78,400 นิวตัน (8,000 กก.) ทำให้เหมาะอย่างยิ่งสำหรับการตัดงานหนัก

การเขียนโปรแกรมสนทนาแบบ MAZATROL ช่วยให้การเขียนโปรแกรมง่ายขึ้น
ลดเวลาในการตั้งค่าชิ้นงานแรกลง 75%
การตั้งค่าชิ้นงานแรกตั้งแต่การเขียนโปรแกรมไปจนถึงการตรวจสอบ เส้นทางเครื่องมือ การตั้งค่าเครื่องมือ และการตั้งค่าพิกัดการทำงาน สามารถดำเนินการได้ภายในระยะเวลาสั้นมาก
เมื่อเทียบกับระบบ CNC อื่นๆ การตั้งค่าชิ้นงานแรกสามารถลดลงได้ถึง 75%



