






| รูทะลุหัวจับ | Φ76มม. |
| ขนาดหัวจับ | 8 นิ้ว |
| เส้นผ่านศูนย์กลางกัดงานสูงสุด | Φ320 มม. |
| ความยาวกัดงานสูงสุด | 860 มม. |
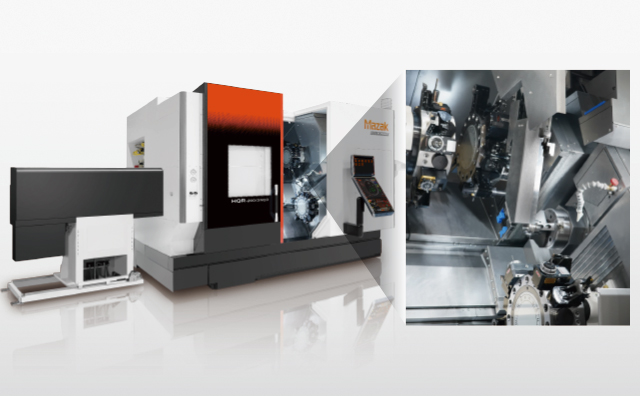
เครื่องกลึง CNC
HQR NEO
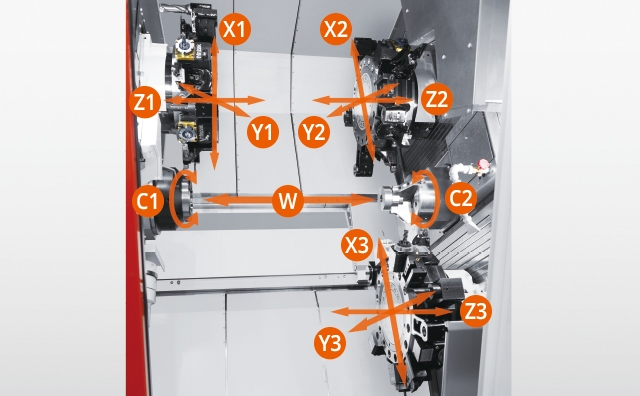
เครื่องกลึง CNC 3 ป้อมมีด / 2 สปินเดิล ประสิทธิภาพสูง
- โครงสร้างเครื่องจักรแบบ 3 ป้อมมีด / 2 สปินเดิล เพื่อเวลาการทำงานที่เร็วขึ้น
- ความสามารถร้อยงานผ่านรูเพลาได้สูงสุดถึง Φ102 มม. (ตัวเลือก)
- ระบบอัตโนมัติสำหรับการใช้งานต่างๆ ตั้งแต่ หัวจับงาน จนถึงชิ้นงานเพลา
- ระบบ CNC MAZATROL SmoothG3สำหรับการตัดเฉือนที่มีประสิทธิภาพสูงด้วย ป้อมมีด 3 อัน

ขนาดหัวจับ
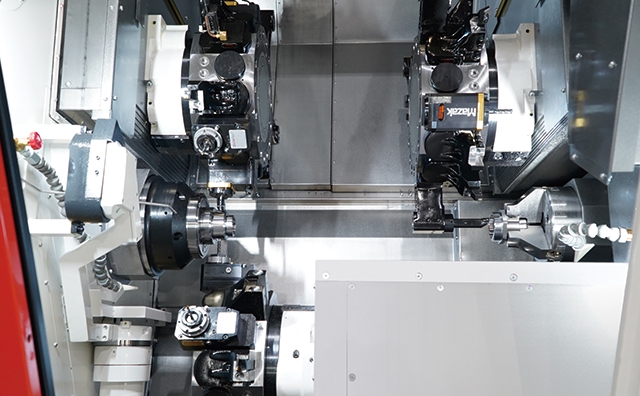
โครงสร้างเครื่องจักรช่วยลดระยะเวลาการผลิต ได้อย่างมาก
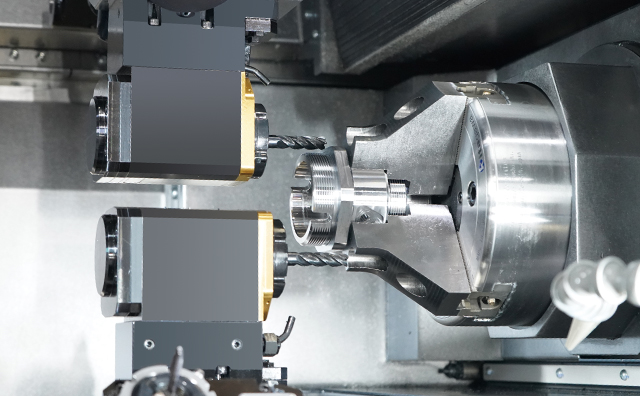
โครงสร้างเครื่องจักร 3 ป้อมมีด / 2 สปินเดิล อันเป็นเอกลักษณ์เฉพาะทำการตัดชิ้นงาน 2 ชิ้นพร้อมกันได้ในขณะที่ยังรักษาการตัดที่สมดุลโดยใช้ป้อมมีดด้านบนและด้านล่างพร้อมกัน
สำหรับชิ้นงานที่มีปริมาณการตัดเฉือนที่แตกต่างกันระหว่างการดำเนินการครั้งแรกและครั้งที่สอง เครื่องจักรของเรามีประสิทธิภาพการปรับปรุงประสิทธิภาพการผลิตอย่างมีนัยสำคัญ แม้จะเปรียบเทียบกับ เครื่องกลึงแบบ 2 ป้อมมีด / 2 สปินเดิล ก็ตาม
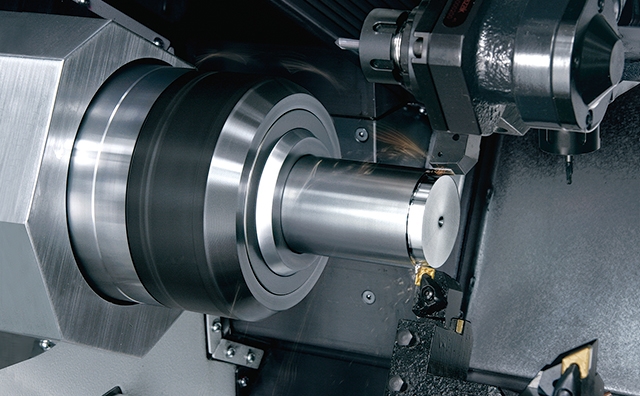
ความสามารถในการร้อยเพลาผ่านรู
เนื่องจากสปินเดิลหลักและสปินเดิลที่สองมีรูทะลุผ่านขนาดใหญ่ จึงสามารถกลึงแท่งได้หลายประเภท
| รุ่นเครื่องจักร | สปินเดิลหลัก | สปินเดิลที่สอง |
| HQR-200/3 NEO | Φ65มม. | Φ65มม. |
| Φ102 มม.* | Φ65มม. | |
| HQR-250/3 NEO | Φ80มม. | Φ65มม. |
| Φ80มม.* |
*: ตัวเลือกเพิ่มเติม
มุ่งหน้าสู่ผลผลิตที่สูงขึ้นผ่านระบบอัตโนมัติ
อุปกรณ์อัตโนมัติต่างๆ เช่น เครื่องป้อนงานเพลา เครื่องโหลดชิ้นงาน และหุ่นยนต์ เป็นอุปกรณ์เสริมที่รองรับการทำงานอัตโนมัติระยะยาว
เครื่องป้อนงานเพลาและลำเลียงชิ้นงานออก
การทำงานที่มีประสิทธิภาพตั้งแต่วัตถุดิบงานเพลา จนถึงชิ้นงานสำเร็จรูป การใช้สายพานลำเลียงชิ้นงานแทนที่แขนรับชิ้นงานออก ทำให้ชิ้นงานที่ออกจากเครื่องจักรไม่มีการตกกระทบและมีพื้นผิวที่เสร็จสมบูรณ์คุณภาพสูง
- ขั้นตอนที่ 1
- ขั้นตอนที่ 2
ระบบ CNC MAZATROL SmoothG3
ระบบ CNC ควบคุมการทำงาน 4 แกน พร้อมกัน
- การออกแบบหน้าจอที่ใช้ประโยชน์จากการสัมผัสช่วยเพิ่มความเร็วของงานต่างๆ เช่น การเขียนโปรแกรมและการแก้ไข
หน้าจอแบบเฉพาะเพื่อรองรับการตัดเฉือนแบบ 3 ป้อมมีดที่ซับซ้อน
- การเคลื่อนไหวที่ซับซ้อนของป้อมปืนทั้งสามได้รับการสนับสนุนจากฟังก์ชันการตรวจสอบการรบกวนต่างๆ เพื่อให้มั่นใจถึงการทำงานที่ปลอดภัย

อินเทอร์เฟซสำหรับการใช้งานที่ดีขึ้น
หน้าจอสัมผัสขนาดใหญ่สำหรับการใช้งานที่ง่ายขึ้น

การทำงานที่มีประสิทธิภาพสูงด้วยจอแสดงผล 3 ป้อมมีด และฟังก์ชันที่รองรับ
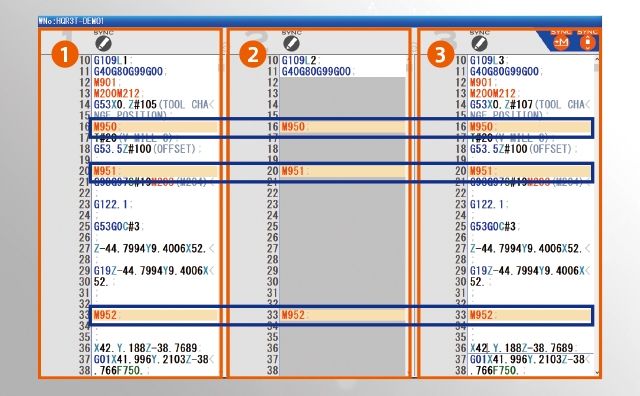
จอแสดงผลที่แบ่งออกเป็น 3 คอลัมน์ช่วยให้ยืนยันการทำงานของ ป้อมมีด แต่ละอันได้ง่าย หน้าจอการเขียนโปรแกรม EIA/ISO จะแสดงตำแหน่งคำสั่งที่รออยู่เคียงข้างกัน ช่วยให้แก้ไขโปรแกรมได้อย่างง่ายดายและเป็นธรรมชาติ
ฟังก์ชั่นตรวจสอบโปรแกรมต่างๆ
การตรวจสอบโปรแกรมยังเป็นเรื่องยากสำหรับเครื่องจักรที่มี 3 ป้อมมีด เนื่องจากความซับซ้อนในการเคลื่อนที่ของ ป้อมมีด ซึ่งทำให้ยากต่อการรักษาการทำงานให้สอดคล้องกันของป้อมมีดแต่ละป้อม
ฟังก์ชันเหล่านี้รองรับการตรวจสอบโปรแกรมโดยไม่รบกวนการทำงานร่วมกันของป้อมมีด
Virtual Machining
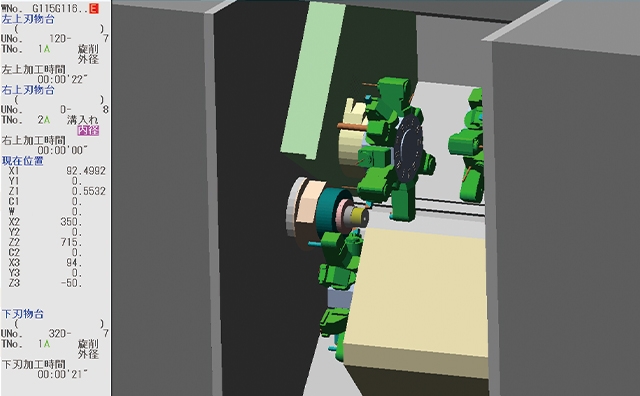
การจำลองอย่างแม่นยำภายใต้สภาพแวดล้อมการปฏิบัติการเดียวกันกับเครื่องจักรทำให้เราสามารถตรวจสอบรูปร่างและการรบกวนของการตัดเฉือนได้ล่วงหน้า
ทำให้สามารถดำเนินการผลิตด้วยคุณภาพสูงได้ตั้งแต่การผลิตชิ้นแรก
Safety Shield
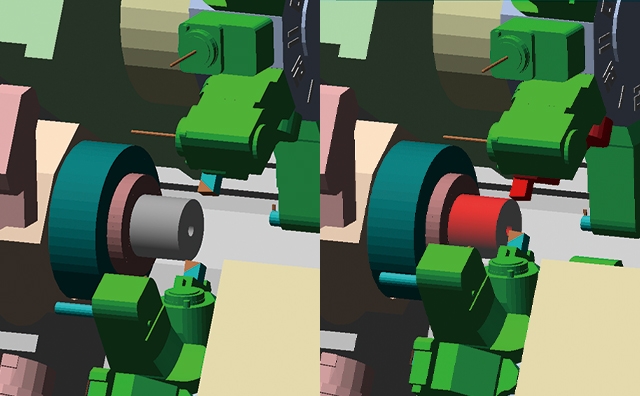
แม้ว่าแกนจะถูกเคลื่อนที่แบบปกติด้วยมือหมุนปุ่มในระหว่างการตั้งค่า แต่โมเดล 3 มิติบนหน้าจอ NC ก็ยังตรวจสอบการรบกวนและแจ้งเตือนผู้ปฏิบัติงานเพื่อป้องกันการชนของเครื่องจักร
Inter-grid single block operation
เมื่อป้อมมีดหนึ่งทำงานเสร็จสิ้น ป้อมปืนทั้งหมดที่ทำงานอยู่จะหยุดพร้อมกัน แม้ว่าจุดสิ้นสุดของบล็อกจะแตกต่างกันสำหรับแต่ละป้อมมีดก็ตาม
การทำงานแบบบล็อกเดี่ยวระหว่างระยะห่างนี้ทำให้แน่ใจถึงการทำงานที่สอดคล้องกันของป้อมมีด ซึ่งจะช่วยป้องกันการชนกันและเพิ่มระยะเวลาหยุดทำงานที่อาจเกิดจากการจัดตำแหน่งโปรแกรมที่ไม่ถูกต้อง
With Inter-grid single block operation
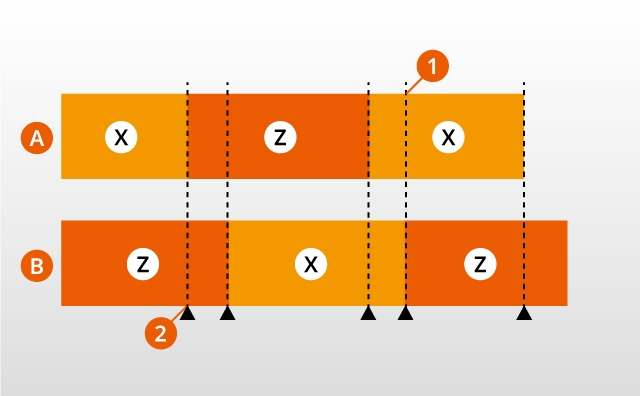
A: ป้อมมีด A
B: ป้อมมีด B
1: เมื่อป้อมมีด B บรรลุการเคลื่อนที่แกน X ▲ ป้อมมีด A จะหยุดด้วยเช่นกัน
2: เมื่อป้อมมีด A บรรลุการเคลื่อนที่แกน X ▲ ป้อมมีด B จะหยุดด้วยเช่นกัน
▲: การหยุดการทำงาน
Without Inter-grid single block operation
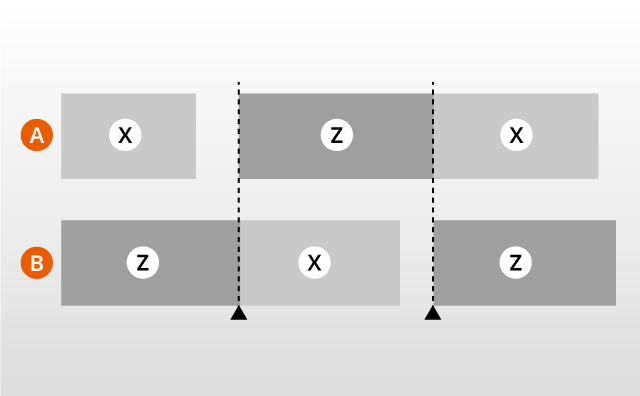
A: ป้อมมีด A
B: ป้อมมีด B
▲: การหยุดการทำงาน
การแทนที่การทำงานแบบสอดคล้องกัน
การแทนที่ซึ่งช่วยให้สามารถปรับเวลาในการประมวลผลโปรแกรมได้นั้น จะสะท้อนไม่เพียงแค่ในเวลาการทำงานของป้อมมีดเท่านั้น แต่ยังรวมถึงเวลาที่สแตนด์บายด้วย จึงทำให้สามารถใช้งานโปรแกรมได้โดยไม่รบกวนการซิงโครไนซ์ระหว่างป้อมมีด วิธีนี้ช่วยให้สามารถตรวจสอบการรบกวนได้ด้วยความแม่นยำสูง
With Override synchronized operation (50%)
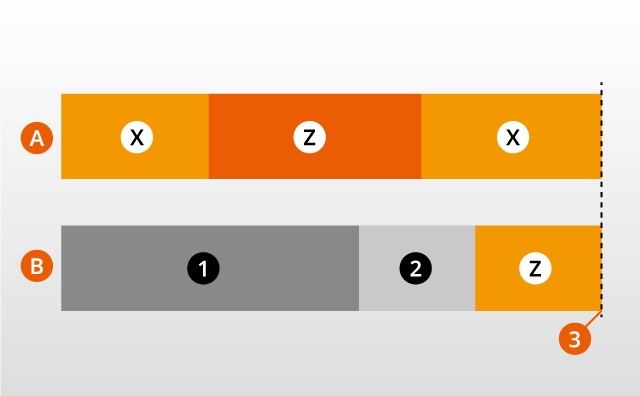
A: ป้อมมีด A
B: ป้อมมีด B
1: พัก (สแตนด์บาย)
2: ฟังก์ชั่นสนับสนุน
3: ไม่มีการจัดวางโปรแกรมที่ไม่ถูกต้อง
Without Override synchronized operation (50%)
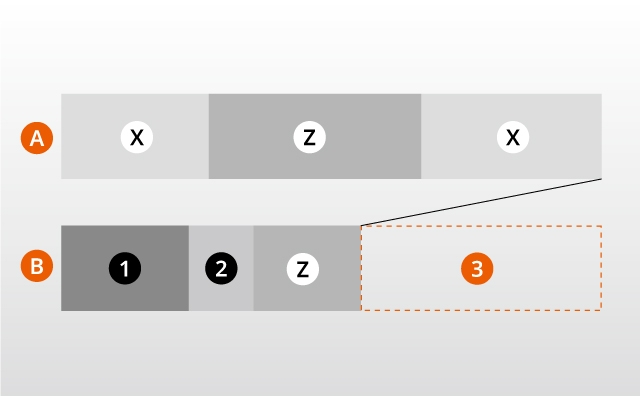
A: ป้อมมีด A
B: ป้อมมีด B
1: พัก (เวลาสแตนด์บาย) ไม่มีการเปลี่ยนแปลงเวลา
2: ฟังก์ชั่นสนับสนุน
3: เกิดการไม่สอดคล้องกันของโปรแกรม
การควบคุมการทำงานด้วยปุ่มมือหมุน
โปรแกรมสามารถทำงานได้ที่ความเร็วใดๆตามที่ปรับ โดยการหมุนปุ่มของระบบ CNC ด้วยมือ สามารถตรวจสอบตำแหน่งแนวทางและจุดที่มีโอกาสเกิดการชนได้อย่างรอบคอบ

วิดีโออ้างอิง
HQR-200/3 NEO

HQR-250/3 NEO
| รูทะลุหัวจับ | Φ91 มม. |
| ขนาดหัวจับ | 10 นิ้ว |
| เส้นผ่านศูนย์กลางกัดงานสูงสุด | Φ320 มม. |
| ความยาวกัดงานสูงสุด | 860 มม. |



