| Rozmiar palety | 320 mm × 320 mm |
| Maks. prędkość obrotowa wrzeciona | 45 000 obr/min |
| Maks. rozmiar detalu | Φ400 mm × 300 mm |
Centra do obróbki 5-osiowej
UD-400/5X
Centrum do 5-osiowej obróbki form i obróbki precyzyjnej
Przeznaczone do szybkiej, precyzyjnej mikroobróbki i obróbki form
W pełni symetryczna konstrukcja bramowa, podstawa i kolumna z odlewu mineralnego, wrzeciono szybkoobrotowe (45 000 obr/min) z chłodzeniem rdzenia w celu odprowadzania ciepła i zapobiegania wibracjom. Zdolne do długotrwałej, stabilnej i ultraprecyzyjnej pracy.
Technologie CNC / oprogramowanie opracowane z myślą o szybkiej obróbce matryc i form, zwłaszcza w przypadku skomplikowanych powierzchni (free-form). Współdziałanie wszystkich funkcji umożliwia osiągnięcie wysokiej wydajności produkcji i doskonałej jakości obrabianych powierzchni.

Zalety techniki 5-osiowej w obróbce form i obróbce precyzyjnej
Integracja procesów
Centrum UD-400/5X umożliwia obróbkę ciągłą wielostronną i obróbkę powierzchni o dowolnych kształtach (free-form) z symultanicznym sterowaniem 5 osiami, bez konieczności zmiany ustawienia.
Realizacja kilku procesów z użyciem jednego uchwytu skraca czas produkcji i ogranicza ryzyko błędów w ustawieniu maszyny.
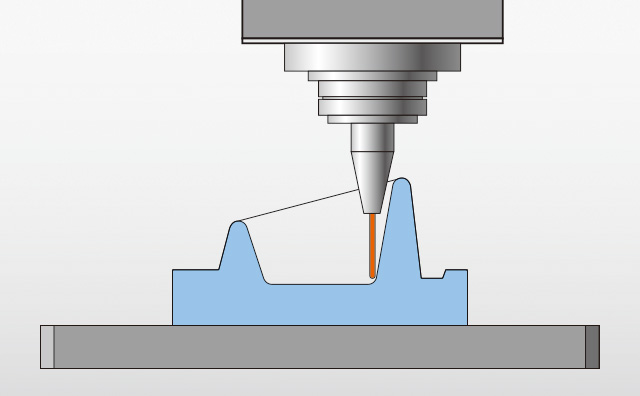
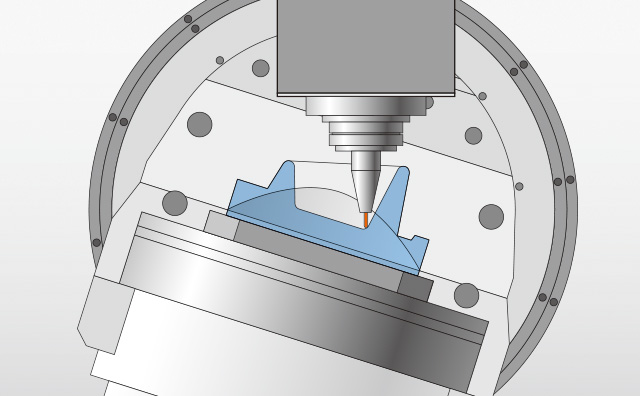
Mniejsze wysunięcie narzędzi
Do obróbki obszarów prawie pionowych za pomocą narzędzi o małej średnicy maszyny 3-osiowe potrzebują długich, daleko wysuniętych narzędzi, co ogranicza parametry obróbki, takie jak szybkość posuwu. UD-400/5X ma pochylany stół i umożliwia stabilną obróbkę mniej wysuniętymi narzędziami. Potencjał maszyny jest dzięki temu w pełni wykorzystany.
Wyższa jakość powierzchni
Prędkość obwodowa końcówki kulistego frezu palcowego jest zawsze zerowa, a przy obróbce pionowej płaszczyzny w maszynie 3-osiowej uzyskana jakość powierzchni jest gorsza. Natomiast centrum obróbkowe UD-400/5X może pochylać detal, aby obróbka odbywała się w obszarach, gdzie prędkość obwodowa narzędzia jest wysoka, co przekłada się na wyższą jakość obrobionej powierzchni i stabilną dokładność.
Centra do obróbki 3-osiowej
UD-400/5X
Konstrukcja maszyny do obróbki ultraprecyzyjnej
Wrzeciono wysokoobrotowe (45 000 obr/min) do obróbki ultraprecyzyjnej
| Prędkość obrotowa wrzeciona | 45 000 obr/min |
| Moc [praca chwilowa 40%] | 13,8 kW (18,5 KM) |
| Moment obrotowy [praca chwilowa 40%] | 6,9 N.m |
| Trzonek narzędzia | HSK-E40 |
Elektrowrzeciono
Zastosowanie zintegrowanego zespołu wrzeciona i silnika może zminimalizować drgania przy szybkiej obróbce, co pozwala na uzyskanie wyjątkowej jakości powierzchni oraz wydłuża żywotność narzędzi.
Chłodzenie rdzenia wrzeciona
Olej chłodzący o regulowanej temperaturze opływa rdzeń i obudowę wrzeciona, by zapewnić stabilną dokładność obróbki podczas długotrwałej pracy z dużą szybkością.
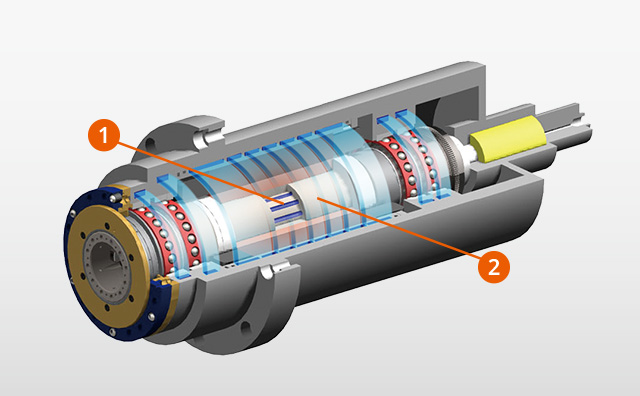
1: Chłodzenie środka wrzeciona 2: Chłodzenie obudowy
Odlew mineralny
Podstawę i kolumnę wykonano z odlewów mineralnych skutecznie tłumiących drgania, nawet podczas pracy z dużą szybkością.
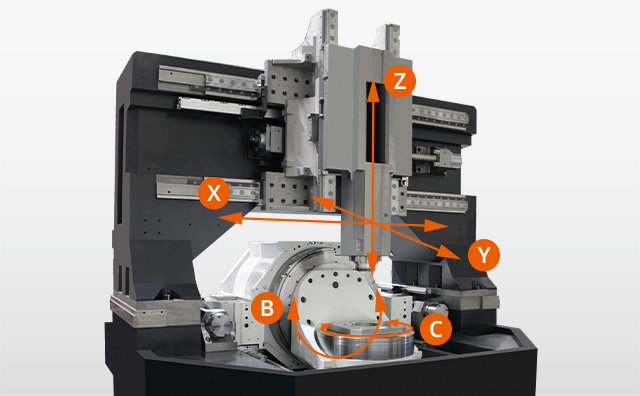
Sprzężenie zwrotne z liniałami o wysokiej dokładności
Osie X, Y, Z, B i C są wyposażone w liniały o wysokiej dokładności z układem sprzężenia zwrotnego.
Informacja o położeniu bezwzględnym umożliwia utrzymanie wysokiej dokładności obróbki mimo efektu rozszerzalności cieplnej.
Napęd bezpośredni osi B i C
Napęd na osie B i C przekazywany jest bezpośrednio z silników.
Nie występuje w tym przypadku układ napędowy z pasami i kołami zębatymi, który powodowałby wibracje i luzy oraz wytwarzał ciepło — a przez to zapewniona jest odpowiednio wyższa dokładność obróbki.
Wysoka dokładność
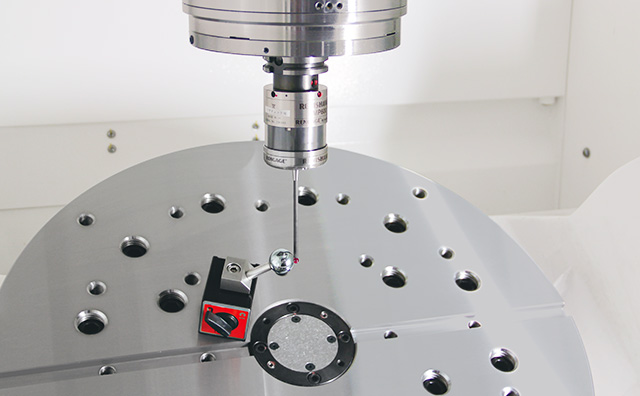
MAZACHECK: kalibracja 5-osiowa
Dla uzyskania jak największej dokładności przesunięcia przechyły osi obrotowych są mierzone automatycznie i można je łatwo skorygować na czytelnym ekranie obsługowym. Korekty obejmują nie tylko przesunięcie równoległe do osi liniowej, lecz także odchylenie kątowe spowodowane przechyłem.
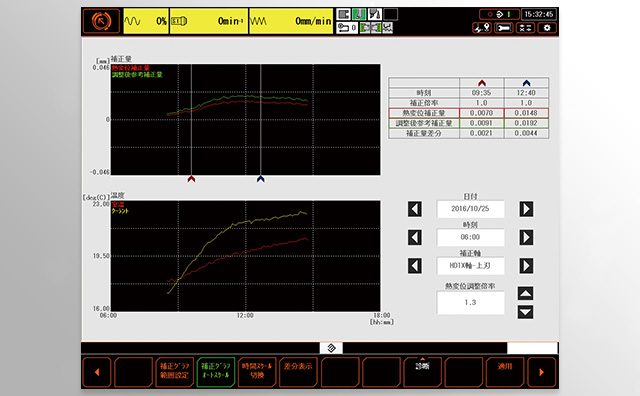
OSŁONA TERMICZNA: kontrola odkształceń termicznych
OSŁONA TERMICZNA to system automatycznej kompensacji zmian temperatury w pomieszczeniu, która pomaga w utrzymaniu stabilnej dokładności obróbki. Firma Yamazaki Mazak przeprowadziła szczegółowe testy w różnych środowiskach, w pomieszczeniu o kontrolowanej temperaturze, i na podstawie uzyskanych wyników opracowała system sterowania, który automatycznie kompensuje zmiany temperatury w przestrzeni obróbki.
Możliwe jest w ten sposób uzyskanie stabilności obróbki podczas długotrwałej pracy.