





| Chwyt narzędzia (standardowy) | BT40, CAT nr 40 |
| Maks. prędkość obrotowa wrzeciona | 15000 obr/min |
| Wymiary stołu | 3400 mm × 510 mm |
Pionowe centra obróbkowe
SVC
Pionowe centra obróbkowe z ruchomą kolumną napędzaną silnikiem liniowym osi X
- Wyposażone w szybkie wrzeciono BT40 z napędem o dużej mocy do obróbki materiałów nieżelaznych
- Ruchoma kolumna i silnik liniowy osi X umożliwiają szybki posuw w długim zakresie ruchu.
- Stały długi stół zapewnia wyjątkową wszechstronność, np. możliwość obróbki długich detali, ustawienia więcej niż jednego detalu czy pracy 2-paletowej
- Wyposażone w system CNC MAZATROL SmoothG
Wysoce wydajna obróbka długich detali
Wyposażone w szybkie wrzeciono BT40 z napędem o dużej mocy do obróbki materiałów nieżelaznych
Standardowym wyposażeniem jest szybkoobrotowe wrzeciono z napędem o dużej mocy 22 kW i maks. prędkości obrotowej 15000 obr/min. Jako opcja dostępne jest także wrzeciono HSK-A63 o maks. prędkości obrotowej 25000 obr/min.

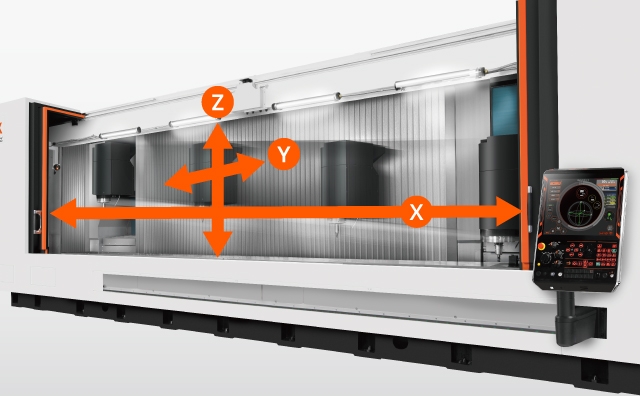
Silnik liniowy zapewnia dużą szybkość i dokładność obróbki
Silnik liniowy osi X
Posuw odbywa z prędkością 120 m/min, a szybkość skrawania wynosi 30 m/min. Obróbka odbywa się szybko, z wysoką dokładnością pozycjonowania, nawet przy długich zakresach ruchu. Maszyna osiąga wyższą wydajność produkcji dzięki skróceniu czasu jałowego i czasu pozycjonowania przy obróbce długich detali i więcej niż jednego detalu.
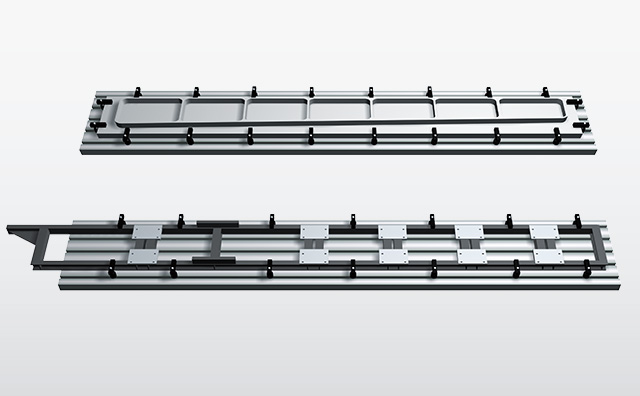
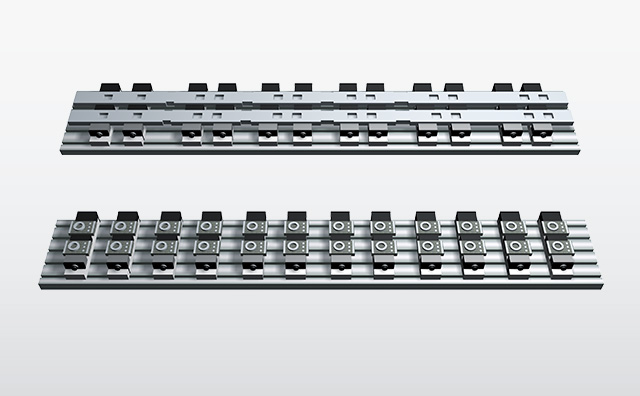
Stały długi stół zapewnia wyjątkową wszechstronność
Długi stół zapewnia wyjątkową wszechstronność, np. możliwość obróbki długich detali, ustawienia więcej niż jednego detalu czy pracy 2-paletowej. Możliwa jest obróbka dużych, długich detali — nawet takich, które wystają poza długi stół stacjonarny.
Wymiary stołu
2000L/120: 3400 mm × 510 mm
2000L/200: 5400 mm × 510 mm

Wyposażone w system CNC MAZATROL SmoothG
MAZATROL SmoothG to system CNC z intuicyjnym graficznym interfejsem użytkownika i ekranem dotykowym. Jest wyposażony w szereg funkcji, które skracają czas potrzebny na opracowywanie programów i zwiększają wydajność obróbki.
Obsługa ekranu podczas sprawdzania detali w maszynie
Dotykowy panel operatora można ustawić pod kątem optymalnie dopasowanym do wzrostu operatora, by ten miał zapewnioną maksymalną wygodę obsługi.
Wsparcie programowania i obróbki

Interaktywne programowanie w języku MAZATROL opiera się na języku dialogowym. Tworzenie/edytowanie programów sprowadza się do podawania informacji na rysunkach detalu w odpowiedzi na pytania wyświetlane na ekranie. Nawet niedoświadczeni operatorzy mogą w ten sposób szybko tworzyć programy.

Za pomocą przełączników suwakowych na wyświetlaczu można konfigurować parametry obróbki, takie jak czas, gładkość wykańczanych powierzchni i kształt, dobierając je do specyfiki materiału i technologii.
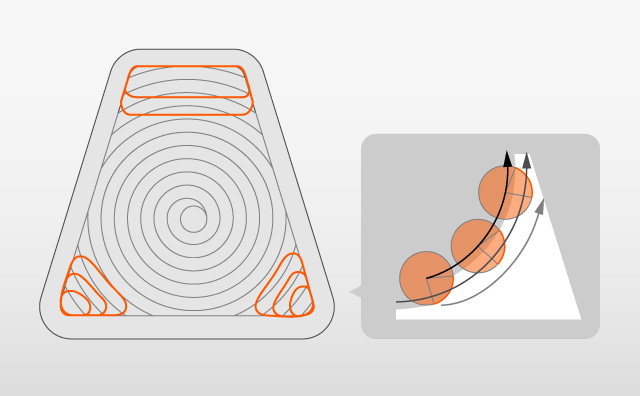
Ta funkcja utrzymuje stały kąt kontaktu między narzędziem tnącym a materiałem w celu uzyskania wydajnej ścieżki narzędzia podczas frezowania zagłębień. Zmniejsza zmienność obciążenia wiórami, wydłuża żywotność narzędzi i umożliwia wykorzystanie całego potencjału narzędzi.



