









| Rozmiar uchwytu | 203,2 mm (8”) |
| Maks. średnica obróbki | Φ500 mm |
| Maks. długość obróbki | 500 mm / 1016 mm |
Obrabiarki wielozadaniowe
INTEGREX j
Obrabiarka wielozadaniowa klasy podstawowej
- Wyjątkowa wszechstronność frezowania
- Maszyna DONE IN ONE do wszystkich procesów
- System CNC SmoothG stworzony z myślą o łatwej obsłudze

Rozmiar uchwytu
Wiele dodatkowych korzyści w porównaniu z tokarką rewolwerową
Tokarki rewolwerowe — wyzwania
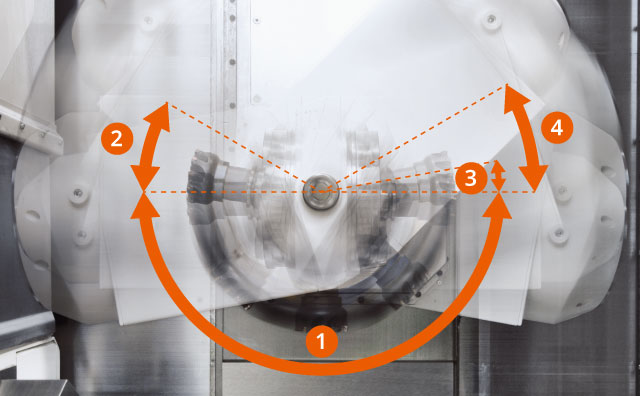
Wyjątkowa wszechstronność obróbki wielostronnej
Zespół wrzeciona frezarskiego można indeksować z krokiem 5 stopni w zakresie od -30° do 190°, co pozwala na realizację obróbki po obwodzie wewnętrznym, frezowania palcowego i obróbki po przekątnej za pomocą jednego narzędzia. Eliminacja zmiany narzędzia prowadzi do skrócenia cyklu obróbki. Jako opcja dostępna jest specyfikacja z indeksowaniem co 1 stopień.
- 1: |180°
- 2: |30°
- 3: |10°
- 4: |30° *Indeksowanie 30° tylko w przypadku INTEGREX j-200S
Wysoce wydajne wrzeciono frezarskie
Wrzeciono frezarskie charakteryzuje się wysoką zdolnością skrawania, typową dla małych centrów obróbkowych.
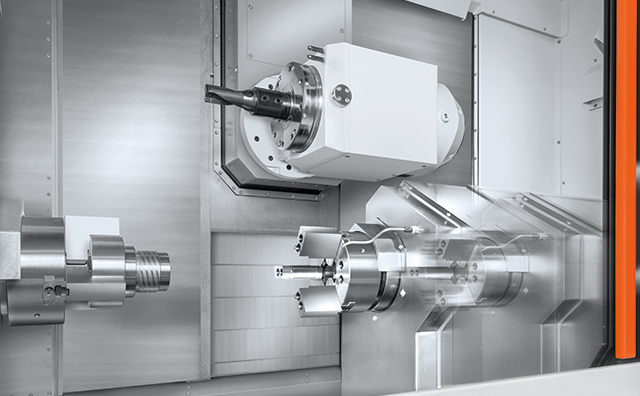
Konstrukcja maszyny zapobiegająca kolizjom
Zakres ruchu konika jest na tyle duży, że nie koliduje on z wrzecionem frezarskim. To samo dotyczy drugiego wrzeciona. Ustawianie obróbki można wykonać bezkolizyjnie, co przekłada się na wyższą efektywność pracy.
Bardziej efektywne ustawianie obróbki
Magazyn narzędzi z przodu maszyny
Magazyn narzędzi (20 narzędzi w konfiguracji standardowej i 36 lub 72 narzędzia jako opcja) jest dogodnie umiejscowiony z przodu maszyny, co ułatwia przygotowywanie narzędzi.
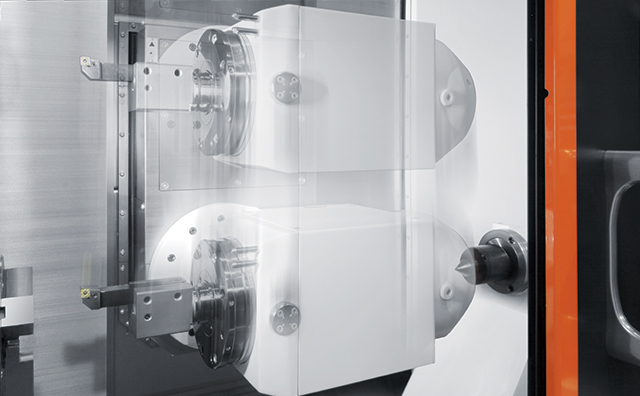
Obróbka ciągła z wykorzystaniem drugiego wrzeciona (INTEGREX j-200S)
Drugie wrzeciono ma wbudowany silnik i jest równoważne głównemu wrzecionu.
Takie rozwiązanie skraca czas potrzebny na przygotowanie obróbki detali, które wymagają synchronizacji faz.

Wydajna i dokładna obróbka bez indeksowania osi C
Maszyna charakteryzuje się zarówno dużym zakresem obróbki, jak i całym obszarem obróbki. Osie X i Y mają duży skok, pozwalający na obróbkę bez indeksowania osi C, na przykład frezowania krawędzi detalu. Ponieważ nieużywane narzędzia znajdują się poza maszyną, nie stwarzają ryzyka kolizji (tak jak w tokarce rewolwerowej).
Stabilna, wysoka dokładność pozycjonowania i obróbki
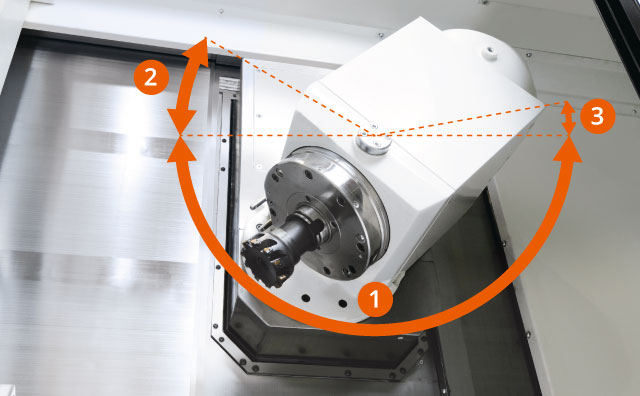
Metoda zaciskania zapewniająca wysoką dokładność
Głowica obrotowa wrzeciona frezarskiego (oś B) jest zaciskana przez precyzyjny mechanizm, dzięki któremu osiąga tę samą wysoką dokładność indeksowania, co centrum tokarskie z bębnową głowicą rewolwerową.
- 1: |180°
- 2: |30°
- 3: |10°
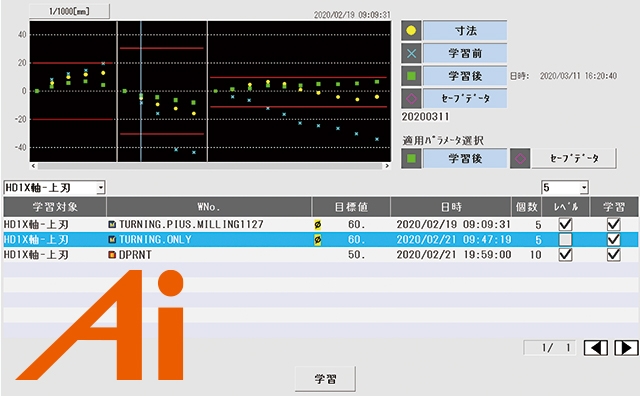
Osłona termiczna Ai
Osłona termiczna Ai, na podstawie prędkości obrotowej wrzeciona i temperatury maszyny, kompensuje zmiany położenia krawędzi skrawającej. Stabilizuje dokładność ciągłej obróbki poprzez precyzyjne sterowanie maszyną z uwzględnieniem zmian temperatury, pozycji obróbki, włączenia/wyłączenia podawania chłodziwa i innych czynników. Nowe algorytmy jeszcze bardziej zwiększyły dokładność kompensacji. Ponadto dzięki gromadzeniu i wykorzystaniu danych uczących z poprzednich pomiarów możliwa jest optymalizacja kompensacji odkształceń termicznych dla każdego środowiska obróbki w celu stabilizacji dokładności.

- Obróbka
- Kontrola detalu
- Symulacja




