






| Rozmiar uchwytu | 152,4 mm (6”) |
| Maks. średnica obróbki | Φ600 mm |
| Maks. długość obróbki | 590 mm |
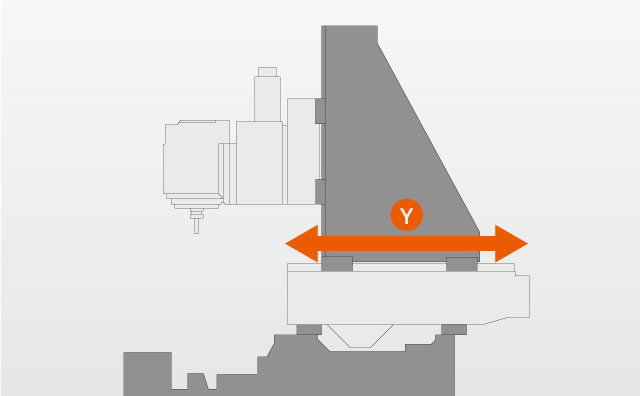
| Zakres ruchu osi Y | 210 mm |
Obrabiarki wielozadaniowe
INTEGREX i-H
Wielozadaniowa obrabiarka nowej generacji
- Płaska konstrukcja przedniej części korpusu maszyny znacząco ułatwia dostęp do niej i integrację z systemami automatyzacji, takimi jak roboty przegubowe i magazyny.
- Większa moc napędu wrzeciona i konstrukcja maszyny o dużej sztywności.
- Duży zakres ruchu osi Y zwiększa zdolność obróbki
- MAZATROL SmoothAi: sztuczna inteligencja, cyfrowy bliźniak i automatyzacja

Rozmiar uchwytu
Maszyna gotowa na automatyzację
Płaska konstrukcja przedniej części korpusu maszyny ułatwia integrację z systemami automatyzacji
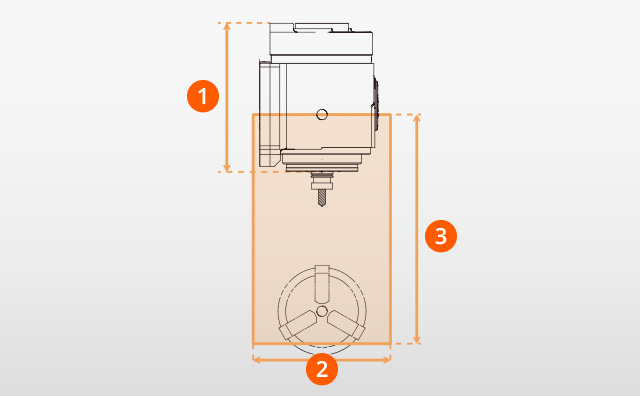
Całkowita długość standardowego kompaktowego wrzeciona frezarskiego jest o 17% mniejsza od długości konwencjonalnego wrzeciona, co pozwoliło na uzyskanie większego obszaru obróbki przy minimalnej kolizyjności. Duży obszar obróbki wynika też ze zwiększonych zakresów ruchów osi X i Y.

Konstrukcja maszyny zapewniająca wysoką dokładność obróbki
Na podstawie analizy statyki opracowano optymalną konstrukcję maszyny łączącej w sobie centrum tokarskie i obróbkowe, mając na względzie stabilność dokładności podczas długotrwałej obróbki. Wysoką dokładność obróbki uzyskuje się w całym zakresie ruchu osi Y.
Kompaktowe wrzeciono frezarskie i duża przestrzeń obróbki o minimalnej kolizyjności
- 1: 430 mm
- 2: Oś Y 300 mm (seria i-250H, i-350H, i-450H)
Oś Y 210 mm (seria i-100H, i-200H) - 3: Oś X 695 mm (seria i-250H, i-350H, i-450H)
Oś X 535 mm (seria i-100H, i-200H)
Stabilna, wysoka dokładność obróbki
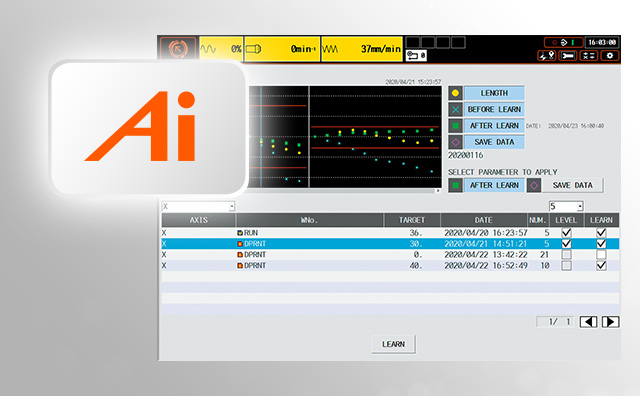
Osłona termiczna Ai
Osłona termiczna Ai, na podstawie prędkości obrotowej wrzeciona i temperatury maszyny, kompensuje zmiany położenia krawędzi skrawającej. Stabilizuje dokładność ciągłej obróbki poprzez precyzyjne sterowanie maszyną z uwzględnieniem zmian temperatury, pozycji obróbki, włączenia/wyłączenia podawania chłodziwa i innych czynników. Ponadto dzięki gromadzeniu i analizie danych uczących z poprzednich pomiarów możliwa jest optymalizacja kompensacji odkształceń termicznych dla każdego środowiska obróbki w celu stabilizacji dokładności.

- Obróbka
- Kontrola detalu
- Symulacja
Kontrola odkształceń termicznych
- Kontrola temperatury wrzeciona
Olej chłodzący o regulowanej temperaturze krąży wokół łożysk wrzeciona i wrzeciennika.
Ogranicza termiczne odkształcenia wrzeciona, zapobiegając pogorszeniu dokładności obróbki. - Chłodzenie rdzenia śruby tocznej osi X, Y, Z (specyfikacja standardowa)
Olej chłodzący o regulowanej temperaturze przepływa przez wnętrze śruby tocznej, odbierając wytwarzane w niej ciepło, co zapobiega utracie dokładności obróbki.
Rozwiązania automatyzacyjne dostosowane do różnych części i wolumenów
Podajnik prętów*
Możliwe jest zainstalowanie podajnika materiałów z pręta. Opcjonalna funkcja planowania harmonogramu dla podajnika pręta znajduje zastosowanie w produkcji małoseryjnej wysoce zróżnicowanych wyrobów oraz w produkcji kompletów detali.
*opcja

Ez LOADER*
Ez LOADER to kompaktowy system automatyzacji z robotem współpracującym. Jest w stanie działać automatycznie bez uczenia, a klient może także definiować własne schematy pracy.
*opcja
Automatyczny zmieniacz szczęk*
Po wyposażeniu maszyny w automatyczny zmieniacz szczęk możliwa jest automatyczna wymiana 10 kompletów szczęk uchwytów wrzeciona głównego i przeciwwrzeciona.
*opcja

System CNC
Innowacyjny system CNC MAZATROL zwiększający wydajność produkcji
MAZATROL SmoothAi pozwala osiągnąć niezrównaną wydajność produkcji dzięki szybkości i precyzji sterowania, otwierając drogę do wykorzystania sztucznej inteligencji i technologii cyfrowego bliźniaka.

SOLID MAZATROL (programowanie automatyczne)
Programy MAZATROL są automatycznie generowane na podstawie modeli 3D. Sztuczna inteligencja uczy się na wcześniej wygenerowanych programach, automatycznie oblicza parametry procesu obróbki i generuje optymalny program.
CUTTING ADVISOR
Symulacja i wizualizacja procesu obróbki na podstawie zgromadzonych danych o wcześniejszych wynikach pomaga w optymalizacji warunków skrawania.





