







| Średnica przelotu wrzeciona | Φ61 mm |
| Rozmiar uchwytu | 6” |
| Maks. średnica obróbki | Φ300 mm |
| Maks. długość obróbki | 620 mm |
Centrum tokarskie CNC
HQR
2-głowicowe / 2-wrzecionowe centrum tokarskie CNC z funkcjami frezowania i osi Y
- Konfiguracja z 2 głowicami rewolwerowymi / 2 wrzecionami istotnie skraca cykl roboczy
- Łatwe programowanie obróbki „balanced cutting” oraz jednoczesna obróbka lewo- i prawostronna z wykorzystaniem dialogowego programu MAZATROL
- Przy zastosowaniu opcjonalnych podajników prętów, odbieraków detali i innych systemów automatyzacji maszyna może przez długi czas pracować automatycznie

Rozmiar uchwytu
Konstrukcja maszyny, która przyczynia się do istotnego skrócenia cyklu roboczego
Jednoczesna obróbka za pomocą górnej i dolnej głowicy rewolwerowej znacznie skraca cykl roboczy
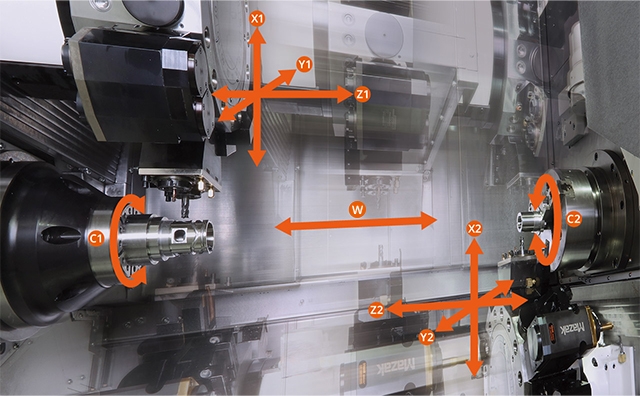
Górna i dolna głowica rewolwerowa są ustawione w linii prostej, w kierunku osi X. Dzięki synchronizacji obróbki za pomocą obu głowic rewolwerowych można realizować obróbkę „balanced cutting”, która minimalizuje przemieszczenie detalu. Do skrócenia cyklu roboczego przyczynia się także możliwość jednoczesnego toczenia detalu lewego/prawego.
W: 2. wrzeciono (oś W)
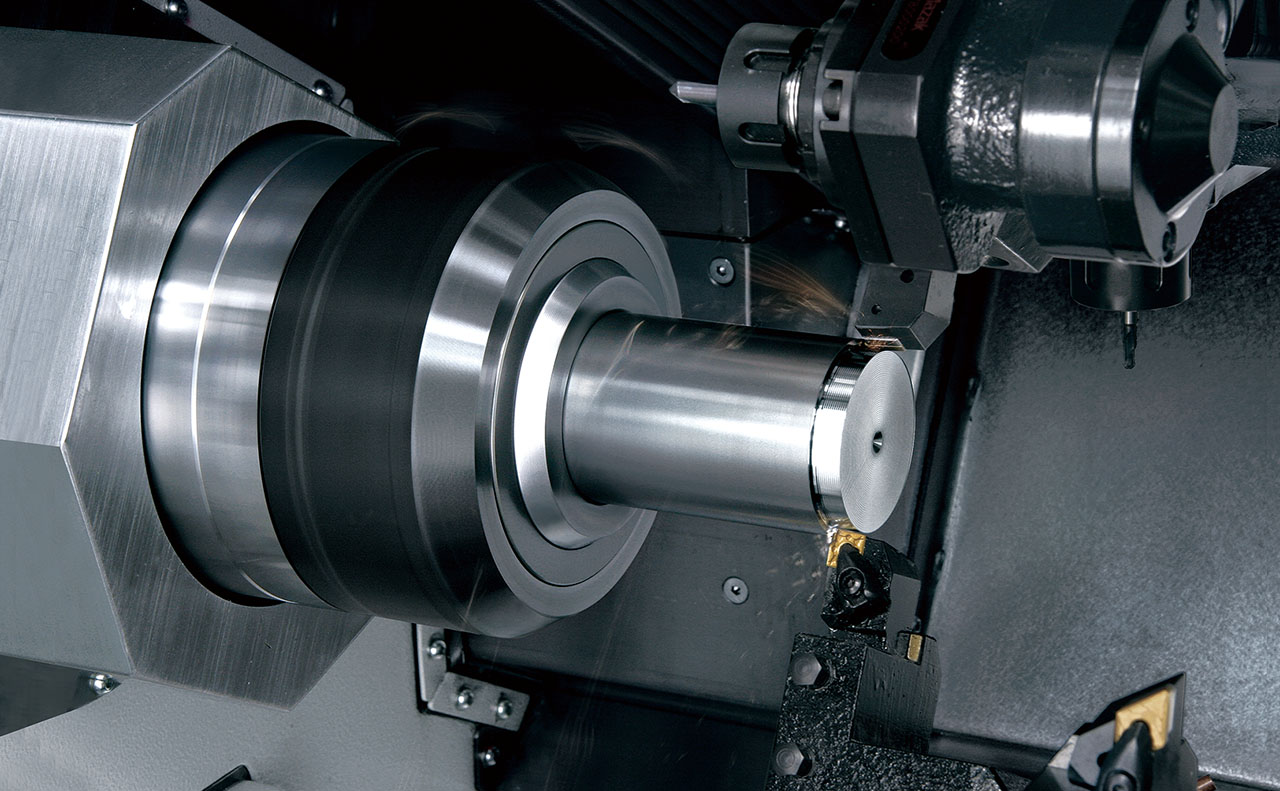
Toczenie „balanced turning” na głównym wrzecionie
Jednoczesna obróbka dwóch detali

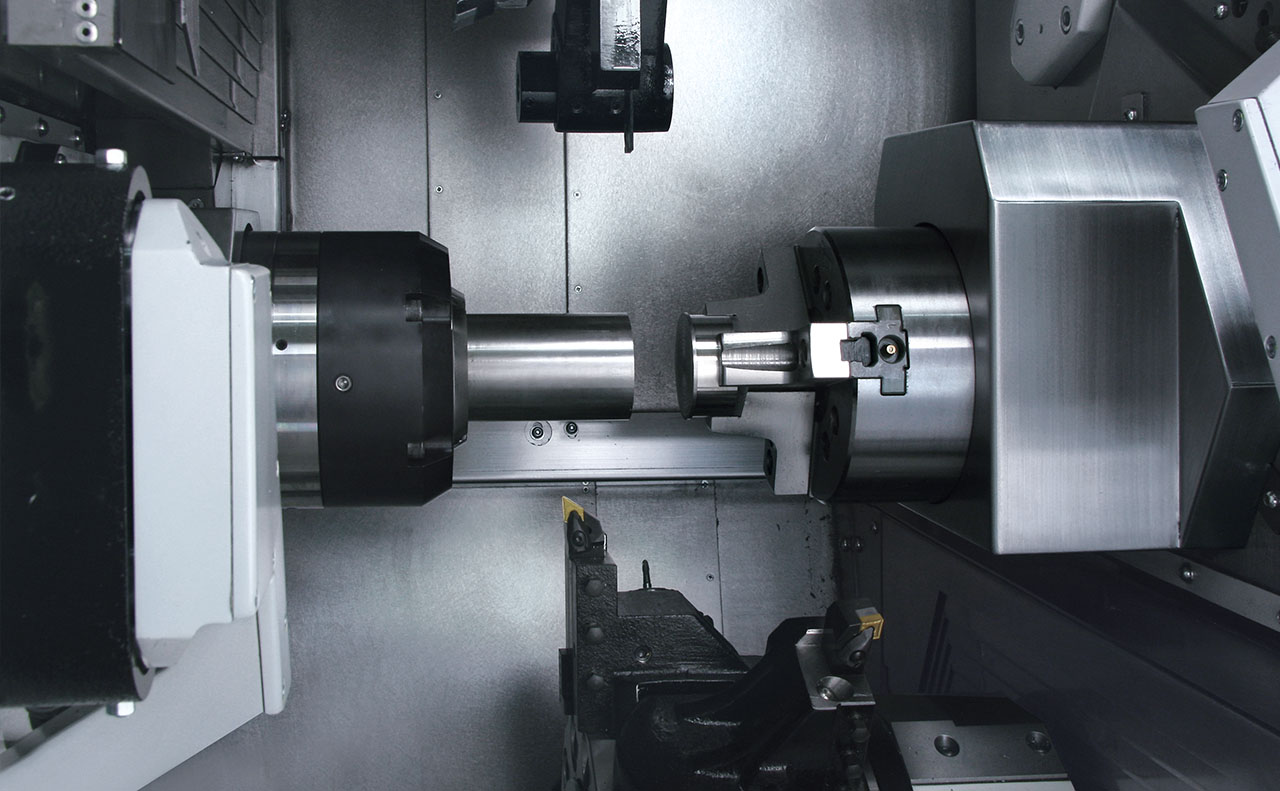
Frezowanie „balanced milling” na drugim wrzecionie
Odcinanie
Proste programowanie
Dialogowy system MAZATROL upraszcza programowanie różnych operacji obróbczych. Można także łatwo tworzyć wysoce efektywne programy obróbcze, wykorzystujące górną i dolną głowicę rewolwerową oraz główne i drugie wrzeciono. Przewidziano też możliwość tworzenia programów w standardzie EIA/ISO.
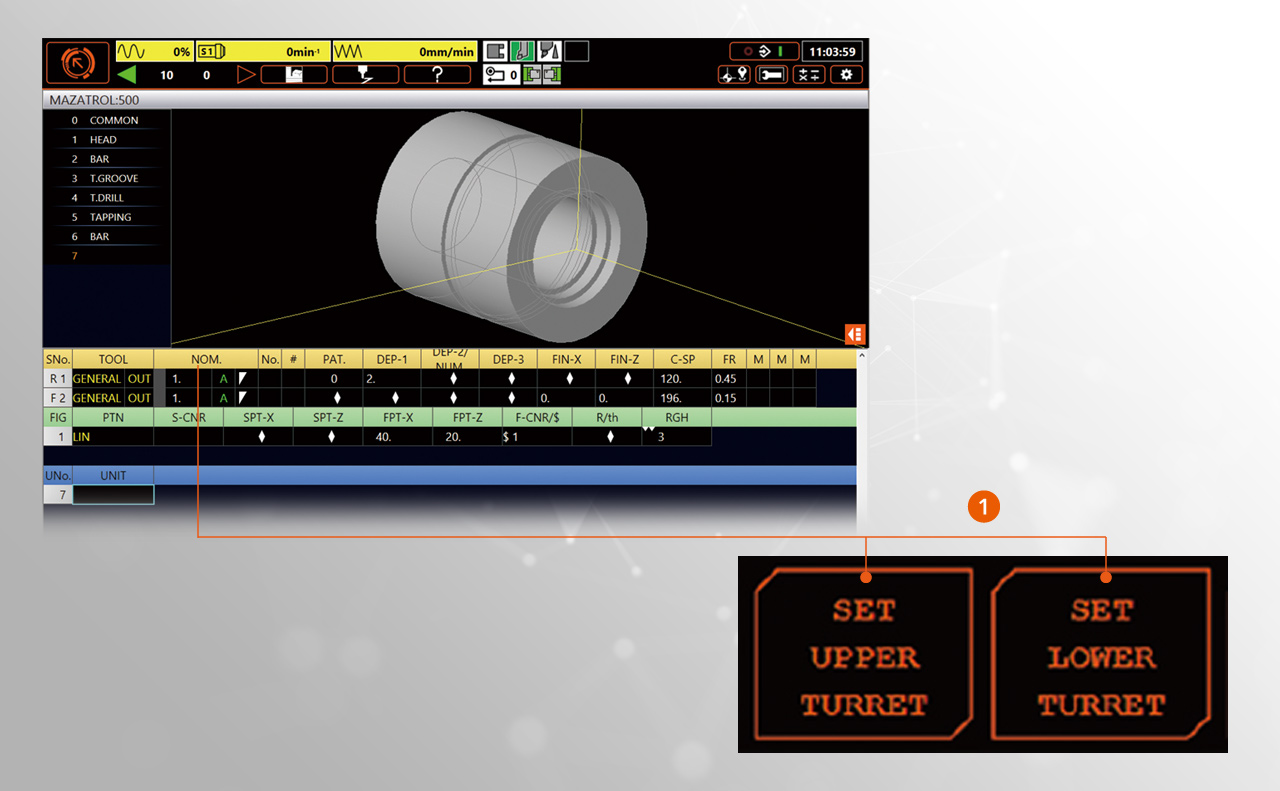
Łatwe programowanie górnej i dolnej głowicy rewolwerowej
Wystarczy z menu dialogowego wybrać wymagania dotyczące obróbki — takie jak materiał detali i wykończenie powierzchni — a system automatycznie wprowadzi dane, warunki skrawania i ścieżkę narzędzia. Inaczej niż w standardowych programach EIA / ISO, nie ma potrzeby określania i wprowadzania szybkości posuwu każdej osi.
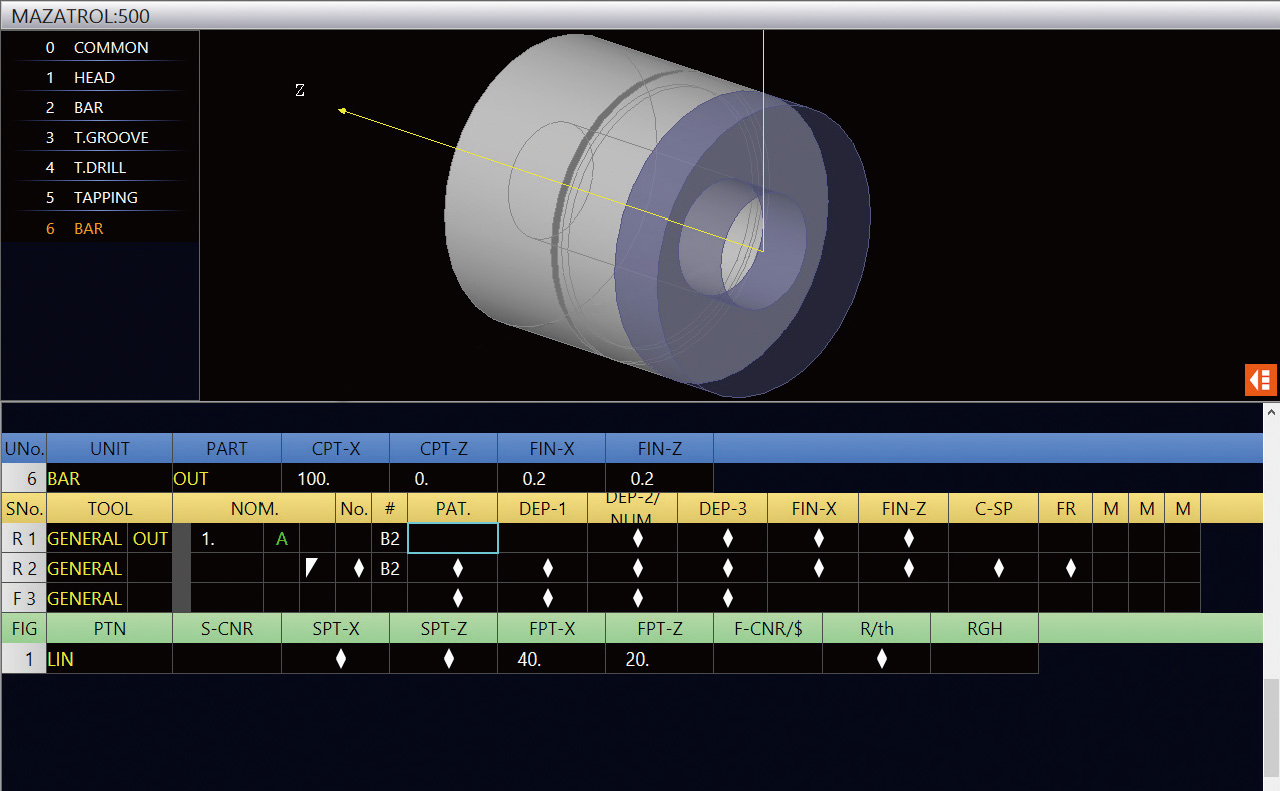
Aby użyć dolnej głowicy, wystarczy przypisać „znacznik dolnej głowicy rewolwerowej” do odpowiedniego narzędzia. Obróbkę pojedynczą, jednoczesną i „balanced cutting” można również w prosty sposób tworzyć poprzez programowanie dialogowe.
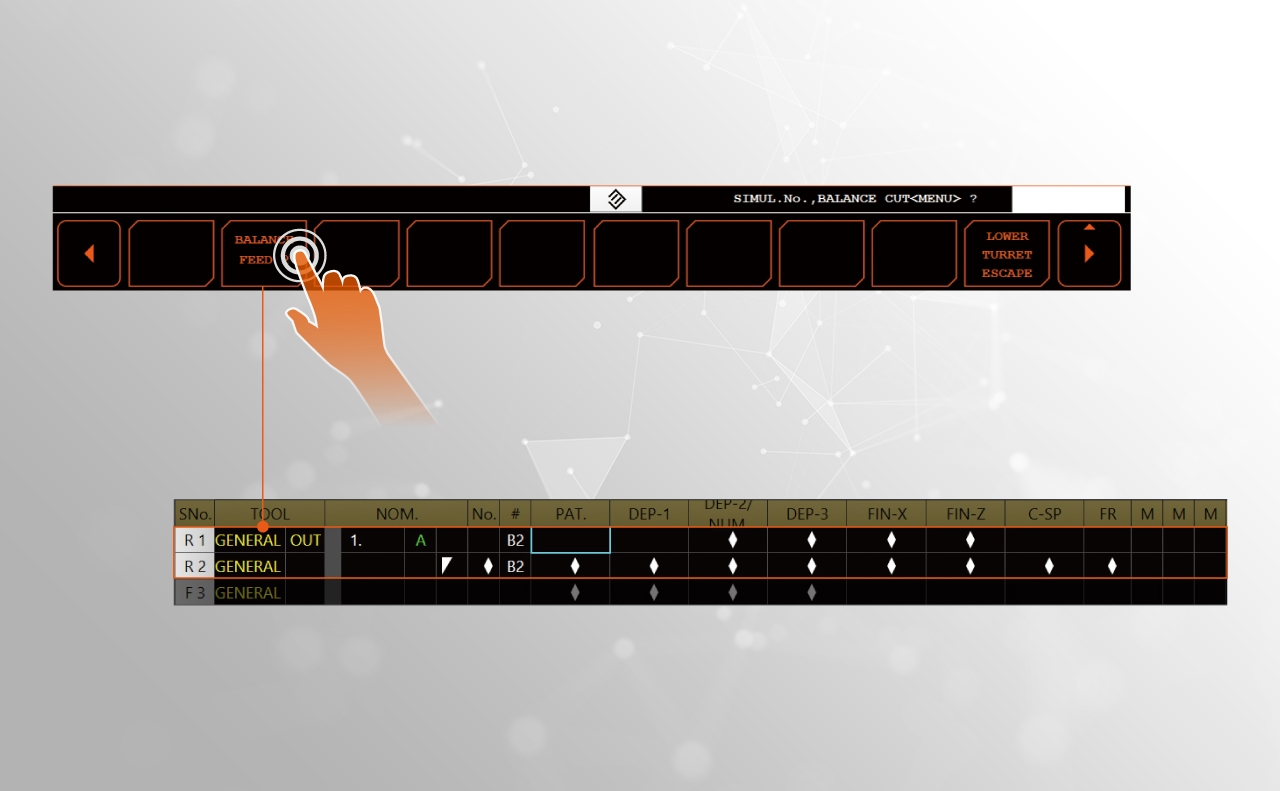
Proste programowanie obróbki „balance cutting”
Chcąc utworzyć program obróbki „balance cutting”, wystarczy wybrać tę opcję w programie toczenia.
Jeszcze wyższa wydajność dzięki automatyzacji
Dostępna jest szeroka gama opcjonalnych systemów automatyzacji, takich jak podajniki prętów, odbieraki detali i roboty, dzięki którym maszyna może przez długi czas pracować automatycznie.
Podajnik prętów i transporter detali
Efektywna obróbka: od materiału z pręta do gotowego detalu. Użycie transportera detali zamiast automatycznego chwytaka pozwala uniknąć uszkadzania wykończonej powierzchni podczas wyjmowania detali z maszyny.

- Krok 1
- Krok 2





