






| Chwyt narzędzia (standardowy) | BT50, CAT nr 50 |
| Maks. prędkość obrotowa wrzeciona | 10000 obr/min |
| Wymiary stołu | 1740 mm × 750 mm |
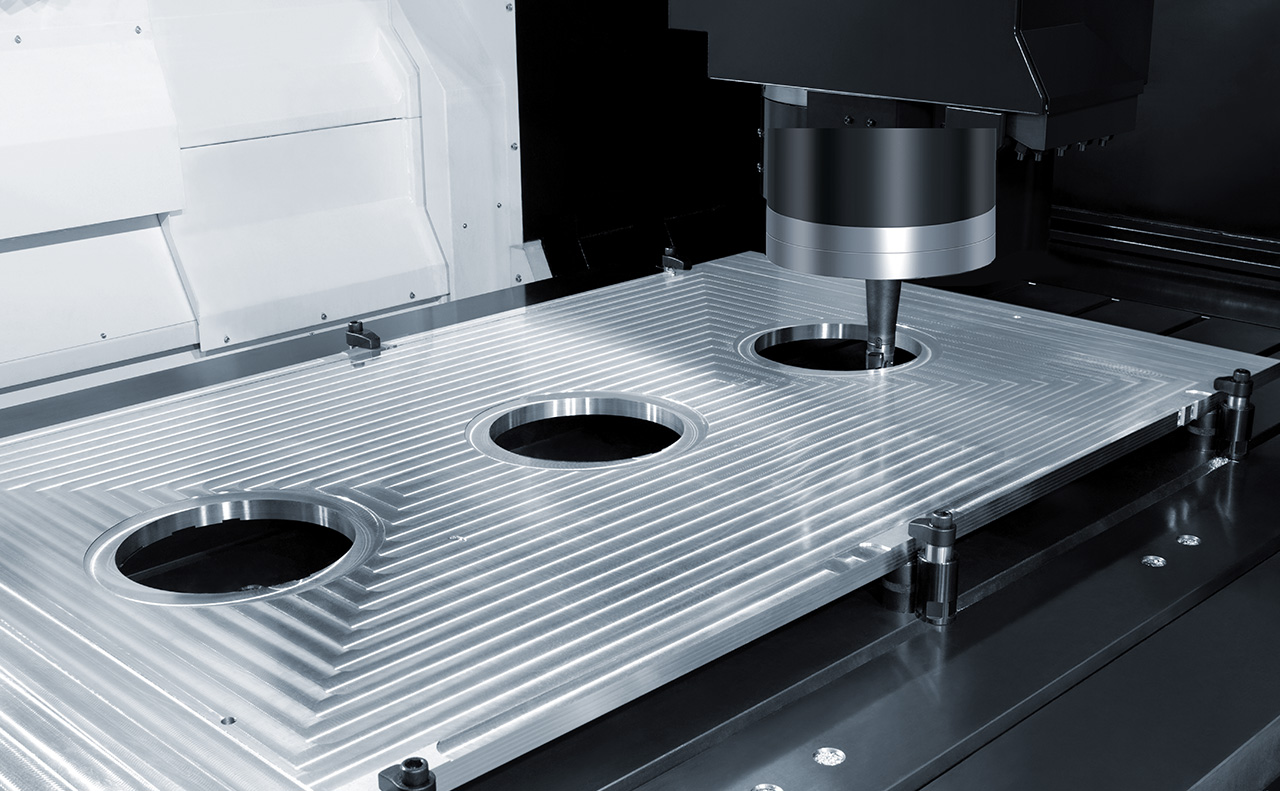
Pionowe centra obróbkowe
FJV (BT50)
Wysoce dokładne bramowe centra obróbkowe
- Konstrukcja maszyny z podwójną kolumną zapewniająca wysoką dokładność obróbki
- Wrzeciona z wbudowanymi silnikami charakteryzują się wysoką dokładnością i wydajnością
- Zaprojektowane do wydajnej obróbki dużych elementów, szerokiej gamy produktów, w tym m.in. długich wałów
- System CNC MAZATROL SmoothG z ekranem dotykowym

Odległość między kolumnami
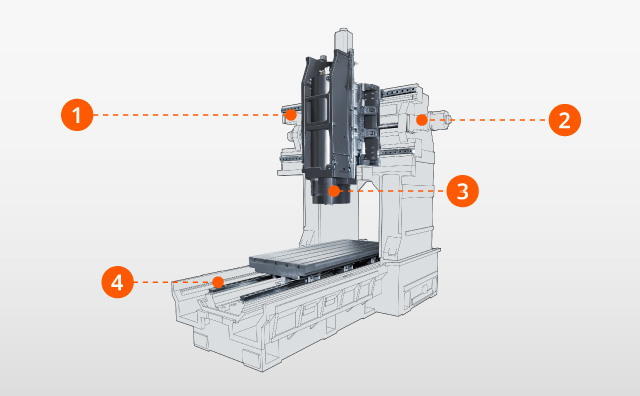
Bramowa konstrukcja zapewnia szybkość i dokładność działania
- 1: Bramowa konstrukcja z podwójną kolumną utrzymuje wysoką dokładność obróbki podczas długotrwałej pracy
- 2: Wysoka dokładność pozycjonowania przy wykorzystaniu śruby tocznej i bezpośredniego serwonapędu
- 3: Kontrola temperatury wrzeciona zapobiega zmianom dokładności obróbki
- 4: Na wszystkich osiach stosowane są liniowe prowadnice rolkowe
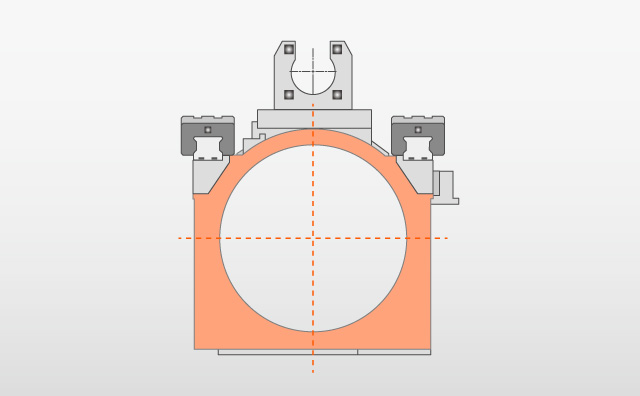
Chłodzenie rdzenia śruby tocznej
Olej chłodzący o regulowanej temperaturze opływa rdzenie śrub tocznych. Dzięki temu zapewniona jest stabilna dokładność podczas długotrwałej pracy z dużą szybkością.

Osłona termiczna AI
Osłona termiczna Ai, na podstawie prędkości obrotowej wrzeciona i temperatury maszyny, kompensuje zmiany położenia krawędzi skrawającej. Stabilizuje dokładność ciągłej obróbki poprzez precyzyjne sterowanie maszyną z uwzględnieniem zmian temperatury, pozycji obróbki, włączenia/wyłączenia podawania chłodziwa i innych czynników.
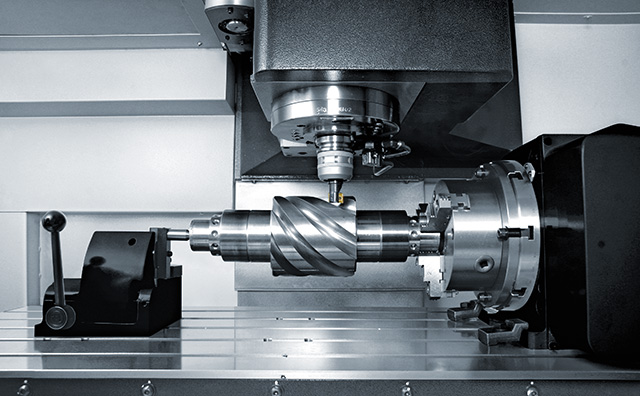
Elektrowrzeciona do wydajnej obróbki
Zastosowanie zintegrowanego zespołu wrzeciona i silnika eliminuje potrzebę stosowania przekładni. Takie rozwiązanie może zmniejszyć straty mocy i zminimalizować drgania przy szybkiej obróbce, co pozwala na uzyskanie wyjątkowej jakości powierzchni oraz wydłuża żywotność narzędzi.
Jako opcje dostępne są wrzeciona o wysokim momencie obrotowym i wysokoobrotowe (BT40)
Standardowe wrzeciono o maks. prędkości obrotowej 10000 obr/min z powodzeniem obrabia różne materiały, takie jak żeliwo, stal i metale nieżelazne. Wrzeciono o wsokim momencie obrotowym i maks. prędkości obrotowej 7000 obr/min (opcjonalne) dobrze sprawdza się w ciężkiej zgrubnej obróbce stali i żeliwa. Szybkoobrotowe wrzeciono BT40 o prędkości 18000 obr/min (opcjonalne) umożliwia wysoce wydajną obróbkę metali nieżelaznych i mteriałów trudnoobrabialnych.

| Wrzeciono standardowe | Wrzeciono o wysokim momencie obrotowym* | Wrzeciono szybkoobrotowe (BT40)* | ||
|---|---|---|---|---|
Maks. prędkość obrotowa | 10000 obr/min | 7000 obr/min | 18000 obr/min | |
Moc silnika | Przez 30 min [praca chwilowa 40%] | 37 kW (50 KM) | 30 kW (40 KM) | 35 kW (47 KM) |
Praca ciągła | 30 kW (40 KM) | 22 kW (30 KM) | 26 kW (35 KM) | |
Moment obrotowy silnika | Przez 30 min [praca chwilowa 40%] | 350 N・m | 442 N・m | 84 N・m |
Praca ciągła | 239 N・m | 318 N・m | 57 N・m | |
Chwyt narzędzia | BT50, | BT50, | BT40, |
- *Opcja

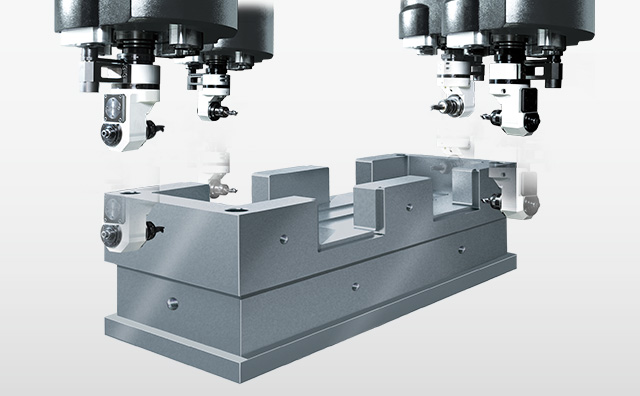
Kompaktowy wkład wrzeciona został zaprojektowany tak, aby ryzyko kolizji było ograniczone do minimum.
W rezultacie obszar obróbki jest szerszy i możliwe jest stosowanie krótszych narzędzi, z korzyścią dla wydajności i dokładności obróbki.
Symetryczny zespół wrzeciona
Symetryczna konstrukcja zespołu wrzeciona minimalizuje odkształcenia wrzeciona pod wpływem ciepła powstającego podczas pracy maszyny.
Więcej opcji integracji procesów i zwiększenia wydajności
Głowica do obróbki wielostronnej (opcjonalna) umożliwia obróbkę czterostronną za pomocą jednego narzędzia kątowego
Dodatkowa 4. oś (opcjonalna), którą można sterować poleceniami w programie obróbczym

Zmieniacz 2-paletowy (opcjonalny) do podawania następnego detalu podczas obróbki bieżącego
System CNC MAZATROL SmoothG z ekranem dotykowym
MAZATROL SmoothG to system CNC z intuicyjnym graficznym interfejsem użytkownika i ekranem dotykowym. Dostępne są różne funkcje skracające czas potrzebny na opracowanie programu i zwiększające wydajność obróbki.
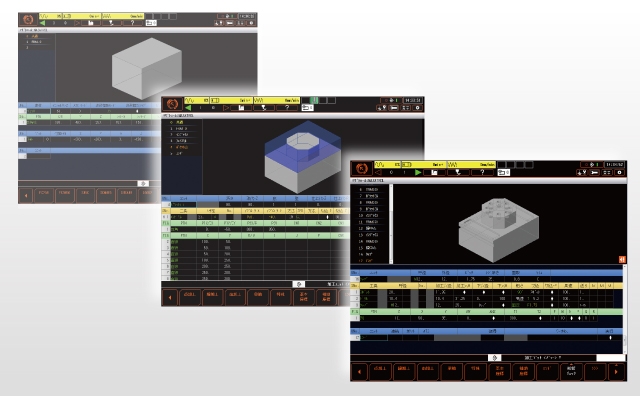
QUICK MAZATROL
Krótszy czas potrzebny na opracowanie programu
W trakcie tworzenia programu można od razu sprawdzać kształt i proces obróbki, co pomaga unikać błędów i skraca czas potrzebny na opracowanie programu. Dotknięcie modelu 3D powoduje natychmiastowe przejście do odpowiedniej jednostki programu, co ułatwia jego modyfikację.

3D ASSIST
Tworzenie programów bezpośrednio na podstawie danych 3D z systemów CAD
Dane detali i współrzędnych można importować ze zbiorów danych 3D CAD do programu MAZATROL. Nie jest wymagane wprowadzanie wartości współrzędnych. Takie rozwiązanie pomaga uniknąć błędów przy wprowadzaniu danych i skraca czas potrzebny na sprawdzenie programu.
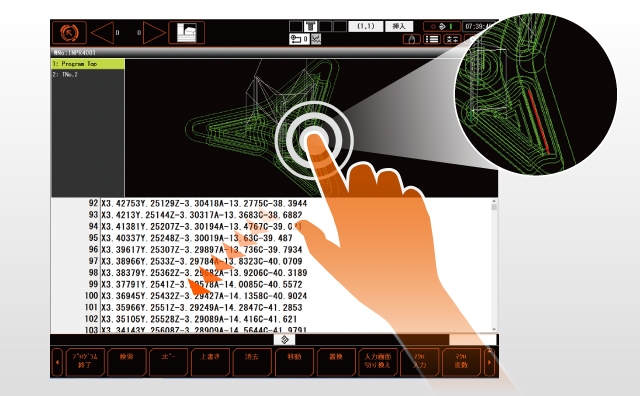
QUICK EIA
Wizualizacja programów w kodzie G (EIA)
Wizualizacja programu w kodzie G (EIA) pomaga w sprawdzaniu i edytowaniu małych przyrostowych fragmentów programu. Wyszukiwanie wizualne na ekranie dotykowym skraca czas potrzebny na sprawdzenie programu.





