






| Dimensioni del pallet | 630 mm × 630 mm |
| Attacco utensile (standard) | BT50, CAT No.50 |
| Velocità massima del mandrino | 10000 giri/min |
| Dimensione massima del pezzo | Φ1050 mm × 1000 mm |
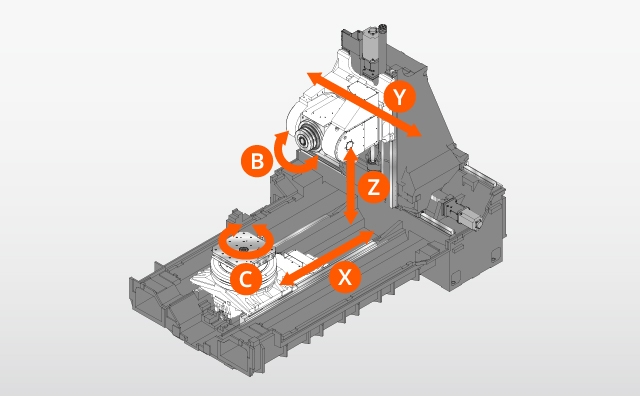
Centri di lavoro a 5 assi
VORTEX i-V
Centri di lavoro verticali a 5 assi adatti per la lavorazione multisuperficie di pezzi medio grandi
- La lavorazione di pezzi, che in precedenza richiedevano più processi, può essere completata in processi integrati. Ciò non solo riduce i tempi di attraversamento ma migliora nettamente la precisione delle lavorazioni riducendo il riposizionamento pezzo.
- Oltre alla lavorazione multisuperficie di posizionamento è possibile lavorare fino a 5 assi in continuo.

Dimensioni del pallet
Struttura altamente rigida per lavorazioni stabili ad alta precisione
Funzioni ad alta precisione in dotazione standard
- Guide lineari con pattini a ricircolo di rulli sugli assi lineari
Le guide lineari con pattini a ricircolo di rulli, garantiscono un eccellente rigidità per ottenere lavorazioni stabili ad alta precisione su tutti i materiali. - Camma a rulli dell’asse B
La testa tiltante (risoluzione angolare 0,0001°) mandrino di fresatura asse B, adotta il sistema di trasmissione del moto “roller gear cam” per la massima rigidità e precisione in tutte le condizioni, con un range di150°. La precisione di posizionamento è due volte maggiore rispetto allo standard ISO di riferimento. - Roller gear cam su rotante C
La tavola rotante in continuo utilizza anch’essa il sistema “roller gear cam” per lavorazioni stabili ad alta precisione, anche qua la risoluzione angolare è di 0,0001°. - Sistema di bloccaggio a coni
Il pallet e la tavola rotante sono bloccati e accoppiati da attacchi a coni (maschio sulla tavola, femmina sotto il pallet) per garantire un'elevata rigidità e un'alta precisione di riposizionamento del cambio di pallet. - Basamento del montante asse Y su piano inclinato
Le guide lineari del montante mobile asse Y sono montate sul basamento a piano inclinato, per meglio contrastare le forze di lavorazione lungo l’asse Z
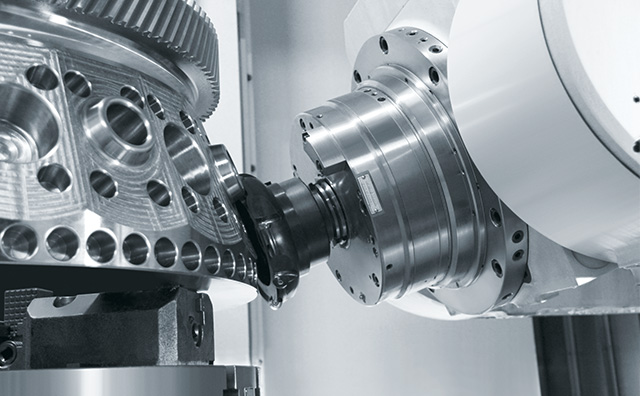
Migliore capacità di fresatura per una grande produttività
Disponibilità di 3 diversi mandrini di fresatura per lavorare una vasta gamma di materiali dagli acciai, ghise e materiali non ferrosi
BT50, CAT No.50, 10000 giri/min Mandrino di fresatura
Mandrino standard progettato per applicazioni come ghisa, acciaio e materiale non ferrosi.
Versatile ed efficiente per un'ampia varietà di applicazioni.
| Max. Velocità mandrino | 10000 giri/min |
| Potenza (40% ED / cont. rating) | CA 37 kW (50 HP) / CA 30 kW (40 HP) |
| Coppia max. (40 % ED / in continuo) | 353 N・m (36,0 kgf・m) / 248 N・m (25,3 kgf・m) |
BT50, CAT No.50, mandrino di fresatura 5000 min-1 (opzionale)
Ideale per lavorazioni ad alta coppia, su materiali tenaci
| Max. Velocità mandrino | 5000 giri/min |
| Potenza (40% ED / cont. rating) | CA 37 kW (50 HP) / CA 30 kW (40 HP) |
| Coppia max. (40 % ED / in continuo) | 715 N・m (73,0 kgf・m) / 525 N・m (53,6 kgf・m) |
HSK-T100, mandrino di fresatura di 15000 min-1 (facoltativo)
Per lavorazioni ad alta velocità su materiali non ferrosi e leghe leggere. Lavorazioni altamente efficienti su una varietà di materiali non ferrosi.
| Velocità | 15000 giri/min |
| Potenza (40% ED / cont. rating) | CA 56 kW (75 HP) / CA 45 kW (60 HP) |
| Coppia max. (40 % ED / in continuo) | 143 N・m (14,6 kgf・m) / 118 N・m (12,0 kgf・m) |
BBT50, HSK-T100, CAPTO C8 (opzione)
Mandrini ad alta velocità che utilizzano attacco a doppio contatto per la massima rigidità.
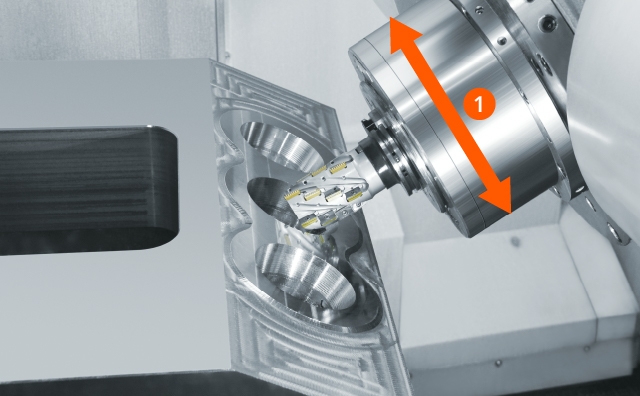
Disegnati per ridurre al minimo le possibili interferenze
Il compatto design del mandrino, riduce al minimo le possibili interferenze in lavorazione. Può consentire di utilizzare utensili più corti per aumentare le prestazioni, la stabilità e la precisione di lavorazione.
- 1: Φ299 mm
Lavorazione ad alta precisione con tecnologia avanzata
Mandrino Ai (opzione)
L'esclusivo controllo adattivo AI Mazak migliora la produttività e la qualità delle superfici lavorate. Rilevamento automatico delle possibili vibrazioni in lavorazione, con l’intervento automatico sull’avanzamento in lavoro, per una migliore gestione e per ridurre gli effetti sulle superfici lavorate.

SMC (SMOOTH MACHINING CONFIGURATION)
Funzione di regolazione dei parametri di lavorazione
Le condizioni di lavorazione, tra cui il tempo ciclo, la finitura delle superfici e precisione della geometria di lavorazione possono essere regolate in base alle specifiche dei materiale e ai diversi processi di lavorazione. Poiché l'operatore può facilmente regolare e modificare le impostazioni, il sistema è particolarmente efficace per profili di pezzi complessi definiti in micro incrementi di programma.

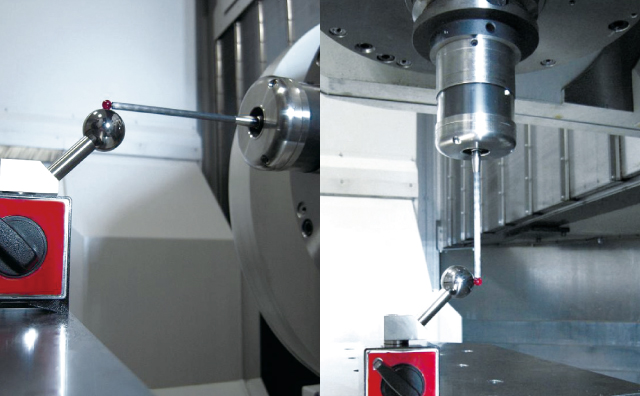
MAZA-CHECK
Elevata precisione di calibrazione dei 5 assi
Per garantire la massima precisione di lavorazione a 5 assi, il software MAZA-CHECK misura e calibra tre valori: primo è la distanza tra il centro del mandrino di fresatura e il centro di rotazione della tavola (asse X e asse Y), secondo è la deviazione tra il centro di rotazione dell'asse B e il centro del mandrino di fresatura e terzo è il valore di offset tra il centro di rotazione dell'asse B e l’attacco del mandrino di fresatura. Questo processo di calibrazione viene eseguito automaticamente utilizzando una sfera di precisione, una sonda di tastatura* e una specifica routine macro di misurazione.
- *Sonda di tastatura ad alta precisione wireless RMP-600 in opzione.
Sono disponibili diversi taglie di magazzini utensili per una ampia varietà di pezzi e volumi di produzione
Sistema di trasporto utensili
Sistema che integra un sistema automatico di trasporto utensili su più macchine (da un magazzino principale centralizzato) che aumenta sensibilmente l’utilizzo delle macchine per lunghi periodi non presidiati. Il numero di utensili immagazzinati nei singoli magazzini utensili di ogni macchina può essere ridotto al minimo e gli utensili condivisi tra le macchine.
Magazzino utensili a rack, TOOL HIVE
Il magazzino TOOL HIVE può contenere oltre 240 utensili in poco spazio. Il magazzino utensili TOOL HIVE è dotato di un proprio CNC per la completa gestione dei dati utensili, che sono poi inviati automaticamente alla macchina utensile.





