









| Dimensione autocentrante | 8″ |
| Diametro max. di lavorazione | Φ500 mm |
| Lunghezza max. di lavorazione | 500mm / 1016mm |
Macchine multitasking
INTEGREX j
Macchina multitasking entry-level
- Eccezionale versatilità e tornitura
- Processi di lavoro DONE IN ONE
- CNC SmoothG per la massima semplicità di utilizzo

Dimensione autocentrante
Molteplici benefici rispetto ai convenzionali torni a CNC a torretta
I punti deboli dei torni CNC convenzionali a torretta
I vantaggio della serie INTEGREX j
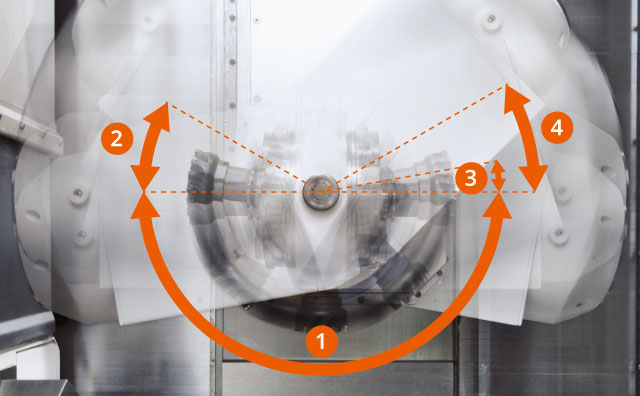
Vera e propria testa di fresatura con posizionamenti angolari ogni 5° (1° opzionale) da -30° a 190°, consentendo di eseguire lavorazioni di diametro esterno, frontali e inclinate con un unico utensile. Significativa riduzione dei tempi ciclo di lavoro riducendo il numero degli utensili globali. In opzione disponibilità testa di fresatura con risoluzione angolare di 1°
- 1: |180°
- 2: |30°
- 3: |10°
- 4: |*30° solo per INTEGREX j-200S
Mandrino di fresatura ad alte prestazioni
Mandrino di fresatura con prestazioni analoghe a quelle di piccoli centri di lavoro.
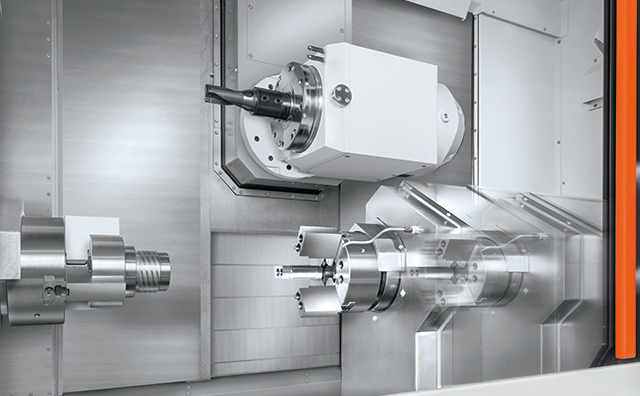
Particolare attenzione progettuale per ridurre le possibili interferenze
La contropunta ha una corsa sufficiente fuori ingombro per non interferire con il mandrino di fresatura. Lo stesso vale anche per il secondo mandrino quando in dotazione. Questo rende molto più agevole e sicure tutte le operazioni di setup macchina.
Maggiore efficienza nelle operazioni di setup
Magazzino utensili posizionato frontalmente
Il magazzino utensili (20 posti standard e 36 o 72 utensili in opzione) è comodamente posizionato nella parte anteriore della macchina per un agevole setup utensili.
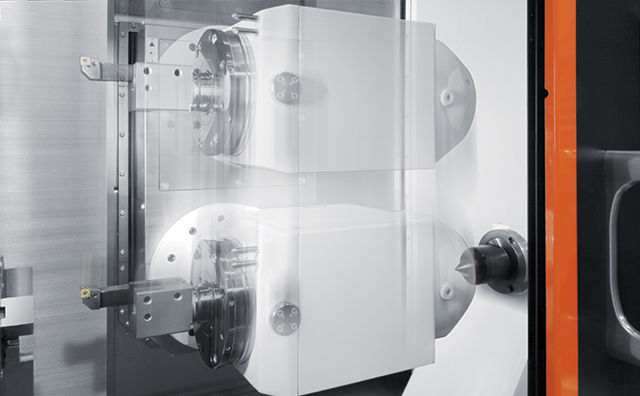
Disponibile versione con secondo mandrino (INTEGREX j-200S) per il completamento dei processi OP10-OP20
Anche il secondo è un elettromandrino come il mandrino principale.
Ideale per una perfetta sincronizzazione per tutte quelle lavorazioni che prevedono il trasferimento dal primo al secondo mandrino a processo integrato.

Asse C in continuo sul primo mandrino come standard e in opzione sul secondo (il secondo mandrino in versione standard è di posizionamento)
Generoso campo di lavoro. Le ampie corse degli assi X e Y, spesso consentono interpolazioni lineari senza la necessità di orientamento angolare asse C. Utilizzando un solo utensile per volta (gli altri sono in magazzino), si riducono drasticamente le potenziali interferenze dei torni CNC convenzionali a torretta, dove in questo caso gli utensili sono sempre a bordo.
Grande stabilità e precisione
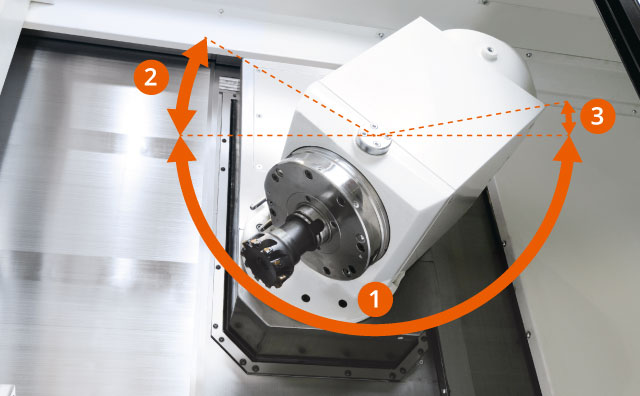
Bloccaggio asse B ad alta precisione e stabilità
La testa mandrino di fresatura asse B, una volta in posizione (per fresatura e tornitura) è saldamente bloccata da una corona hirth di generose dimensioni e forza di bloccaggio, del tutto analoga alle torrette dei torni CNC.
- 1: |180°
- 2: |30°
- 3: |10°
Ai Thermal Shield
L’innovativo software Mazak Ai Thermal Shield è deputato alla completa gestione delle eventuali dilatazioni termiche residue macchina. Attraverso una continua interazione tra le varie sonde di temperatura collocate sui punti più nevralgici macchina, esso si occupa delle opportune compensazioni per garantire la migliore stabilità termica macchina. Gli algoritmi di ultima generazione hanno aumentato ulteriormente la precisione della compensazione rispetto al passato. Inoltre, accumulando e utilizzando i dati delle misurazioni, la compensazione della dilatazione termica può essere ulteriormente ottimizzata per ogni singolo ambiente di lavoro per la massima precisione.

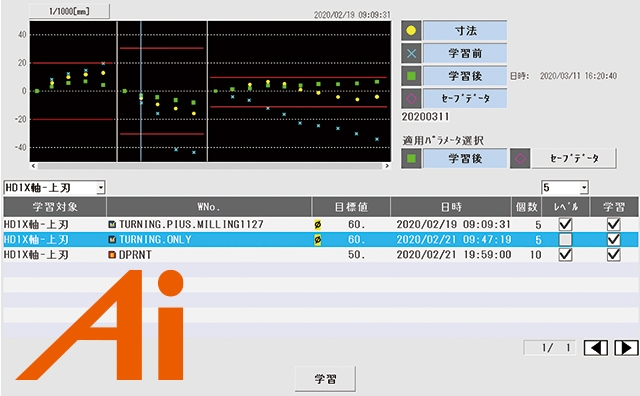
- Lavorazione
- Controllo del pezzo
- Simulazione




