







| Foro del mandrino | Φ 76 mm |
| Dimensione autocentrante | 8″ |
| Diametro max di lavorazione | Φ320 mm |
| Lunghezza max. di lavorazione | 860 mm |
Centri di tornitura CNC
HQR NEO
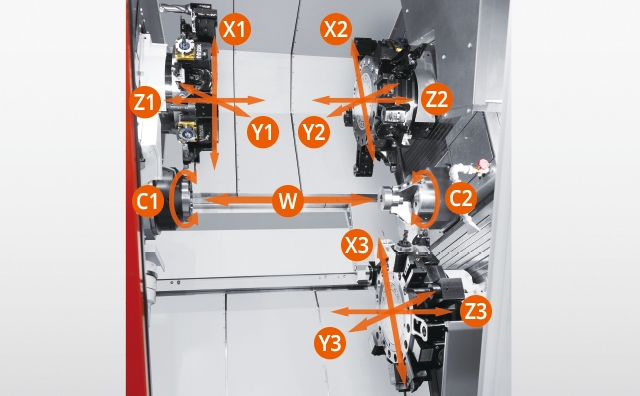
Centri di tornitura CNC a 3 torrette/2 mandrini ad alta efficienza
- Costruzione a macchina a 3 torrette / 2 mandrini per tempi di ciclo più rapidi
- Capacità di lavoro della barra fino a Φ102 mm (opzione)
- Sistema di automazione per varie applicazioni dal mandrino all'albero
- Il sistema CNC MAZATROL SmoothG 3 per lavorazioni ad alta efficienza con 3 torrette

Dimensione autocentrante
Costruzione della macchina per tempi di ciclo notevolmente ridotti
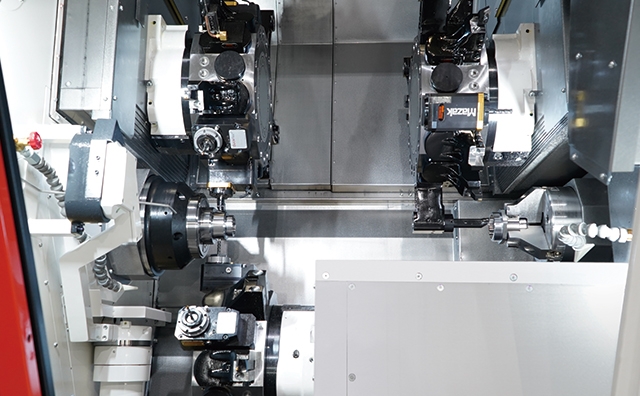
L'esclusiva struttura a macchina a 3 torrette / 2 mandrini esegue la lavorazione simultanea di due pezzi mantenendo il taglio equilibrato utilizzando torrette superiori e inferiori.
Nei pezzi in lavorazione in cui esiste una differenza nelle quantità di lavorazione tra la prima e la seconda operazione, la nostra macchina ottiene un significativo miglioramento della produttività anche rispetto al centro di tornitura CNC a 2 torrette / 2 mandrini.
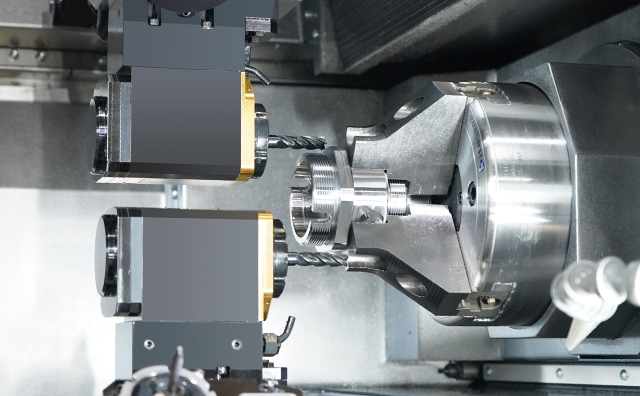
Capacità lavorazione barre
Poiché sia il mandrino principale che il secondo mandrino hanno grandi fori del mandrino, è possibile lavorare una vasta gamma di barre.
| Modello macchina | Mandrino principale | Secondo mandrino |
| HQR-200/3 NEO | Φ 65 mm | Φ 65 mm |
| Φ102 mm* | Φ 65 mm | |
| HQR-250/3 NEO | Φ 80 mm | Φ 65 mm |
| Φ80 mm* |
* Opzionale
Persegui una produttività ancora maggiore grazie all'automazione
Una varietà di sistemi di automazione come alimentatori di barre, scaricatori di pezzi e robot sono disponibili opzionalmente per supportare il funzionamento automatico a lungo termine.
Alimentatore e scaricatore di pezzi
Operazione efficace dal materiale della barra al pezzo finito. Utilizzando uno scaricatore di pezzi al posto del dispositivo di cattura dei ricambi auto, il pezzo viene rimosso dalla macchina senza danneggiare la superficie finita di alta qualità.

- Fase 1
- Fase 2
Sistema CNC MAZATROL SmoothG 3
Sistema CNC simultaneo a 4 assi
- Il design dello schermo che sfrutta l'operazione touch accelera attività come la programmazione e l'editing.
Lo schermo dedicato a 3 torrette supporta la complessa lavorazione.
- I movimenti complessi delle tre torrette sono supportati da varie funzioni di controllo delle interferenze per garantire un funzionamento sicuro.

Interfaccia per una migliore usabilità
Ampio touch screen per un funzionamento intuitivo

Lavorazione altamente efficiente con display dedicato a 3 torrette e funzioni di supporto
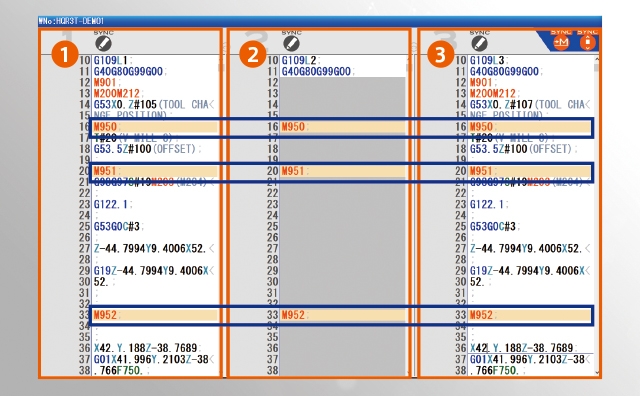
Il display diviso in tre colonne permette di confermare facilmente il funzionamento di ogni torretta. La schermata di programmazione EIA/ISO visualizza le posizioni di comando in attesa affiancate, consentendo un editing intuitivo e semplice del programma.
Varie funzioni di controllo del programma
I controlli dei programmi sono difficili anche sulle macchine a 3 torrette a causa della complessità dei movimenti della torretta, che rende difficile mantenere la sincronizzazione delle singole torrette.
Queste funzioni supportano il controllo del programma senza interrompere la sincronizzazione delle torrette.
Lavorazione virtuale
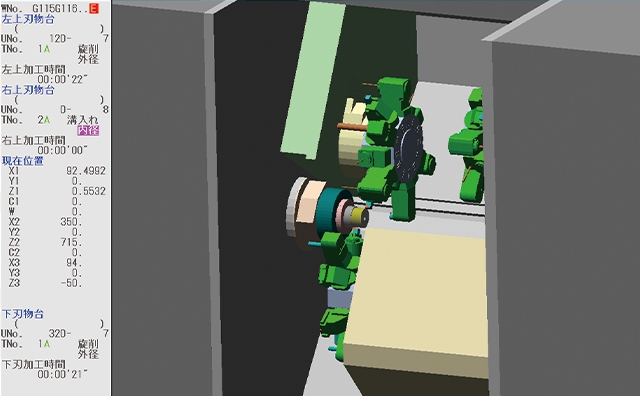
Una simulazione accurata nello stesso ambiente operativo della macchina ci consente di controllare in anticipo la forma e le interferenze di lavorazione.
Ciò consente operazioni altamente produttive fin dal primo pezzo di produzione.
Scudo di sicurezza
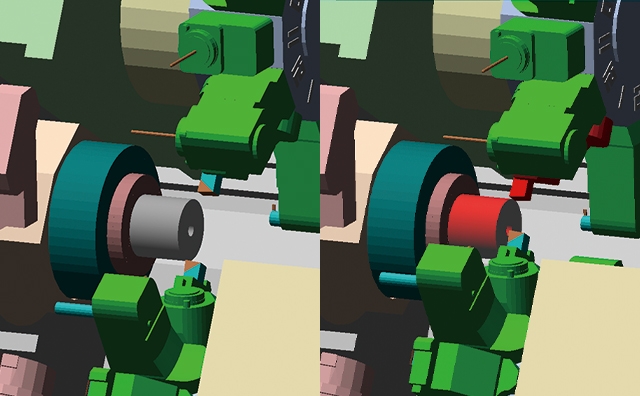
Anche quando gli assi vengono spostati manualmente durante il lavoro di setup, il modello 3D sullo schermo NC verifica la presenza di interferenze e avvisa l'operatore per prevenire interferenze della macchina.
Funzionamento monoblocco intergriglia
Quando una torretta completa un processo, tutte le torrette in funzione si fermano simultaneamente, anche se l'estremità del blocco differisce per ogni torretta.
Questo funzionamento monoblocco inter-griglia garantisce la sincronizzazione tra torrette, prevenendo interferenze e aumentando i tempi di fermo causati dal disallineamento del programma.
Con funzionamento monoblocco Inter-grid
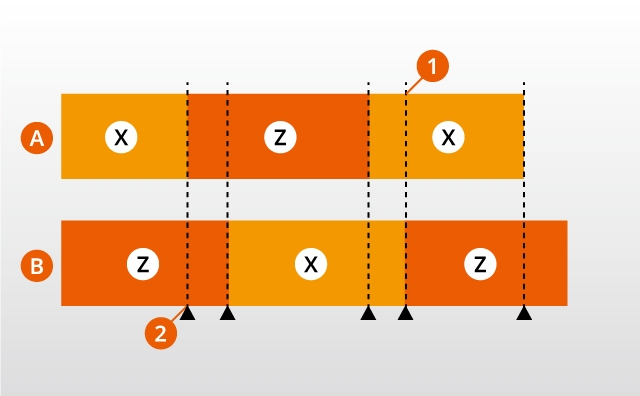
A: Torretta A
B: Torretta B
1: Quando l'alimentazione dell'asse X della torretta B raggiunge ▲, anche la torretta A si ferma.
2: Quando l'alimentazione dell'asse X della torretta A raggiunge ▲, anche la torretta B si ferma.
▲: Arresto dell'operazione
Senza funzionamento monoblocco Inter-grid
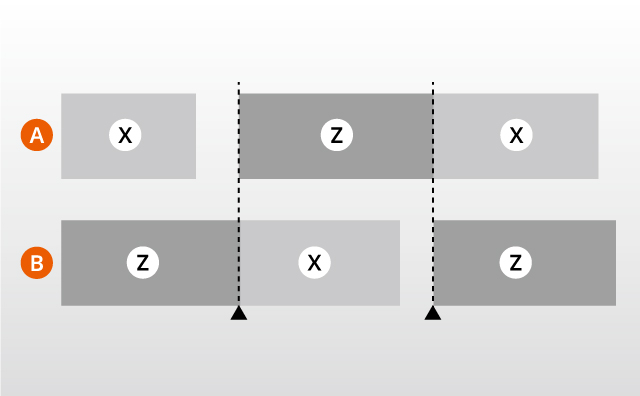
A: Torretta A
B: Torretta B
▲: Arresto dell'operazione
Ignora il funzionamento sincronizzato
L'override, che consente la regolazione del tempo di elaborazione del programma, si riflette non solo nel tempo di funzionamento delle torrette ma anche nel tempo di standby, consentendo così il funzionamento del programma senza interrompere la sincronizzazione tra le torrette. Ciò consente controlli di interferenza ad alta precisione.
Con funzionamento sincronizzato Override (50%)
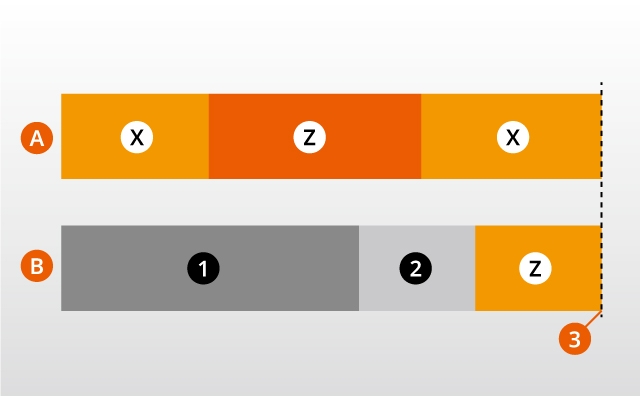
A: Torretta A
B: Torretta B
1: Dwell (tempo di attesa)
2: Funzioni di supporto
3: Nessun disallineamento del programma
Senza Override funzionamento sincronizzato (50%)
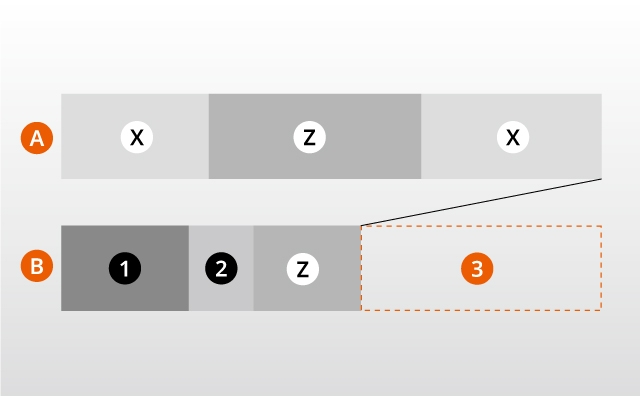
A: Torretta A
B: Torretta B
1: Dwell (tempo di standby) Nessun cambiamento nel tempo
2: Funzioni di supporto
3: Si è verificato un disallineamento del programma
Funzionamento manuale della maniglia di impulso
Il programma di lavorazione può essere azionato a qualsiasi velocità ruotando a mano il volantino del sistema CNC. La posizione di avvicinamento e i punti in cui è probabile che si verifichino interferenze possono essere attentamente controllati.

HQR-200/3 NEO

HQR-250/3 NEO
| Foro del mandrino | Φ 91 mm |
| Dimensione autocentrante | 10″ |
| Diametro max di lavorazione | Φ320 mm |
| Lunghezza max. di lavorazione | 860 mm |



