







| Foro del mandrino | Φ 61 mm |
| Dimensione autocentrante | 6″ |
| Diametro max di lavorazione | Φ300 mm |
| Lunghezza max. di lavorazione | 620 mm |
Centro di tornitura CNC
HQR
Centro di tornitura CNC a 2 torrette/2 mandrini con capacità di fresatura e asse Y
- Configurazione a 2 torrette/2 mandrini per tempi di ciclo di lavoro ridotti
- Programmazione semplificata delle lavorazioni bilanciate (delle due torrette) e/o della lavorazione simultanea a sinistra e a destra con l’ausilio del linguaggio conversazionale MAZATROL
- Possibilità di automazioni integrate per aumentare l’autonomia operativa, come alimentatori di barre o robot integrati di carico/scarico.

Dimensione autocentrante
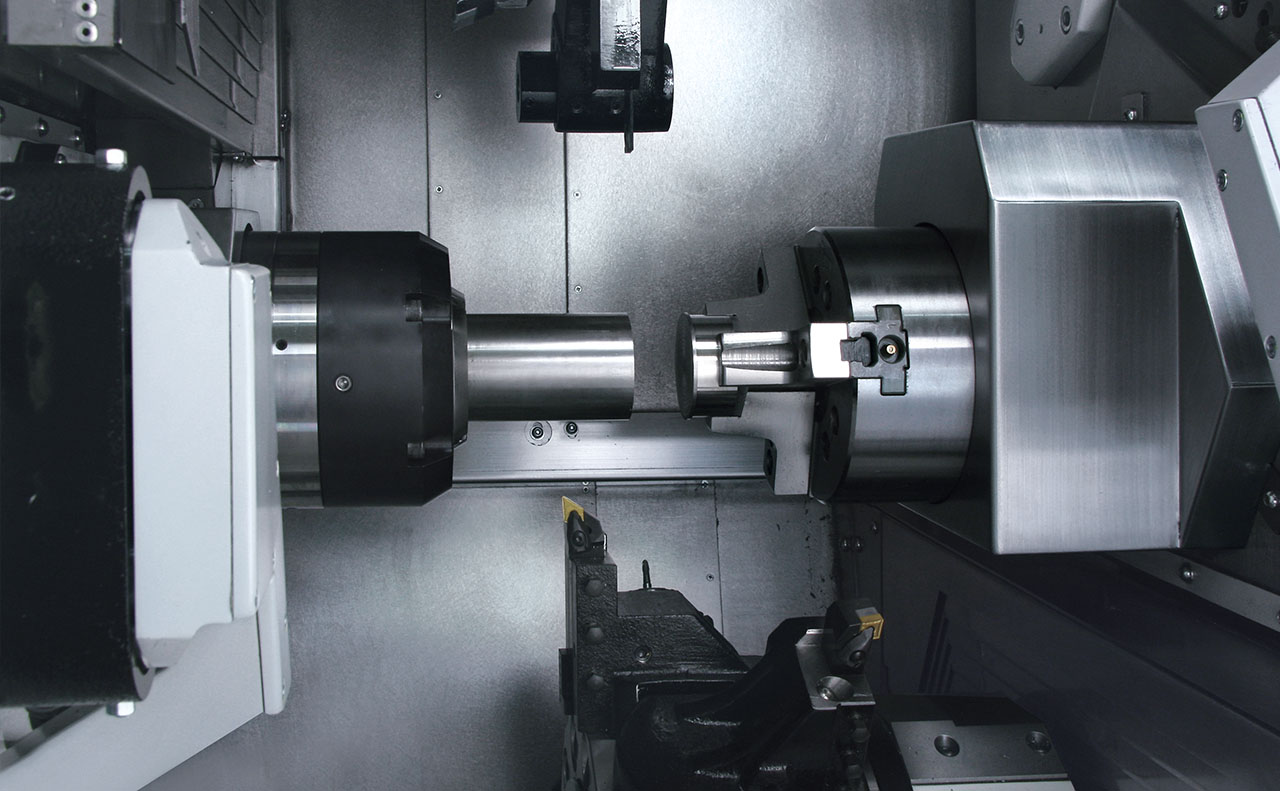
Struttura macchina per garantire rigidità e precisione
Possibilità di lavorazioni simultanee con torretta superiore e inferiore per una significativa riduzione del tempo di ciclo
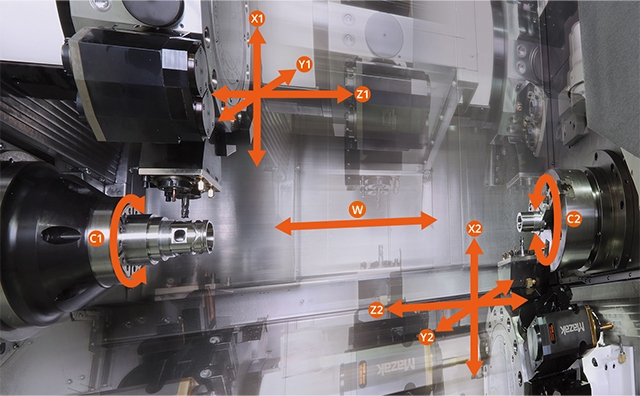
Le torrette superiore e inferiore sono ortogonali lungo l'asse X. Grazie alla sincronizzaziione di entrambe le torrette, è possibile eseguire una lavorazione bilanciata per ridurre il tempo ciclo e limitare lo stress termico sul pezzo a vantaggio della precisione. E’ anche possibile lavorare due pezzi simultaneamente sulle due teste mandrino in OP10 e OP20 quando si lavora da barra o da robot.
2° testa mandrino mobile (asse W)
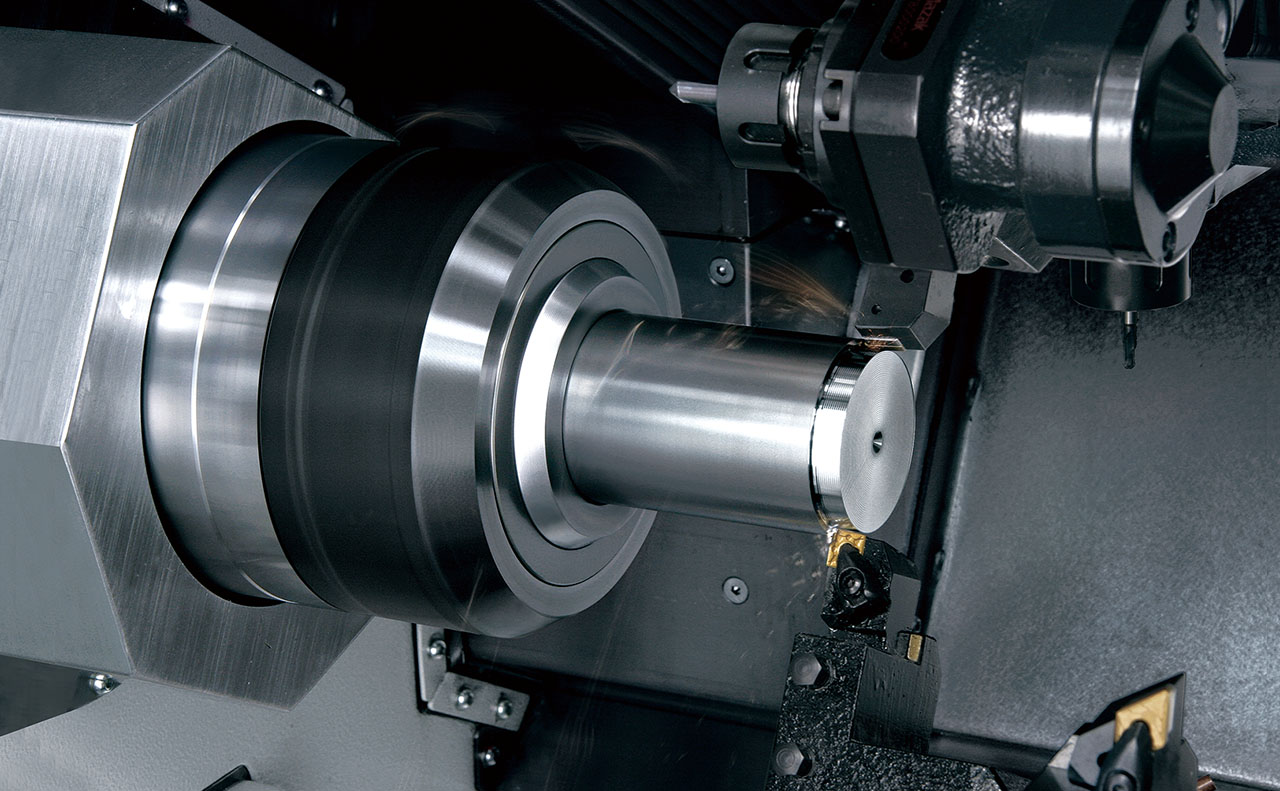
Tornitura bilanciata sul mandrino principale
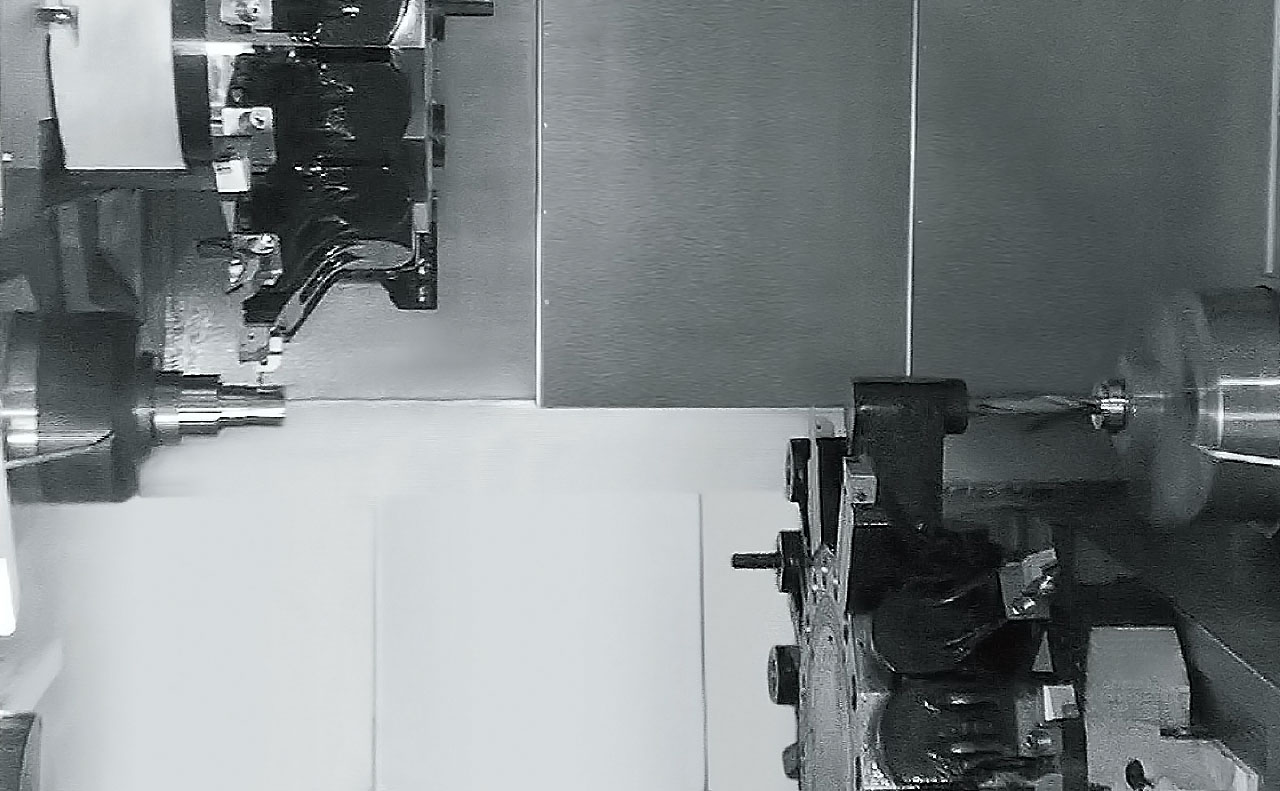
Lavorazione simultanea di due pezzi
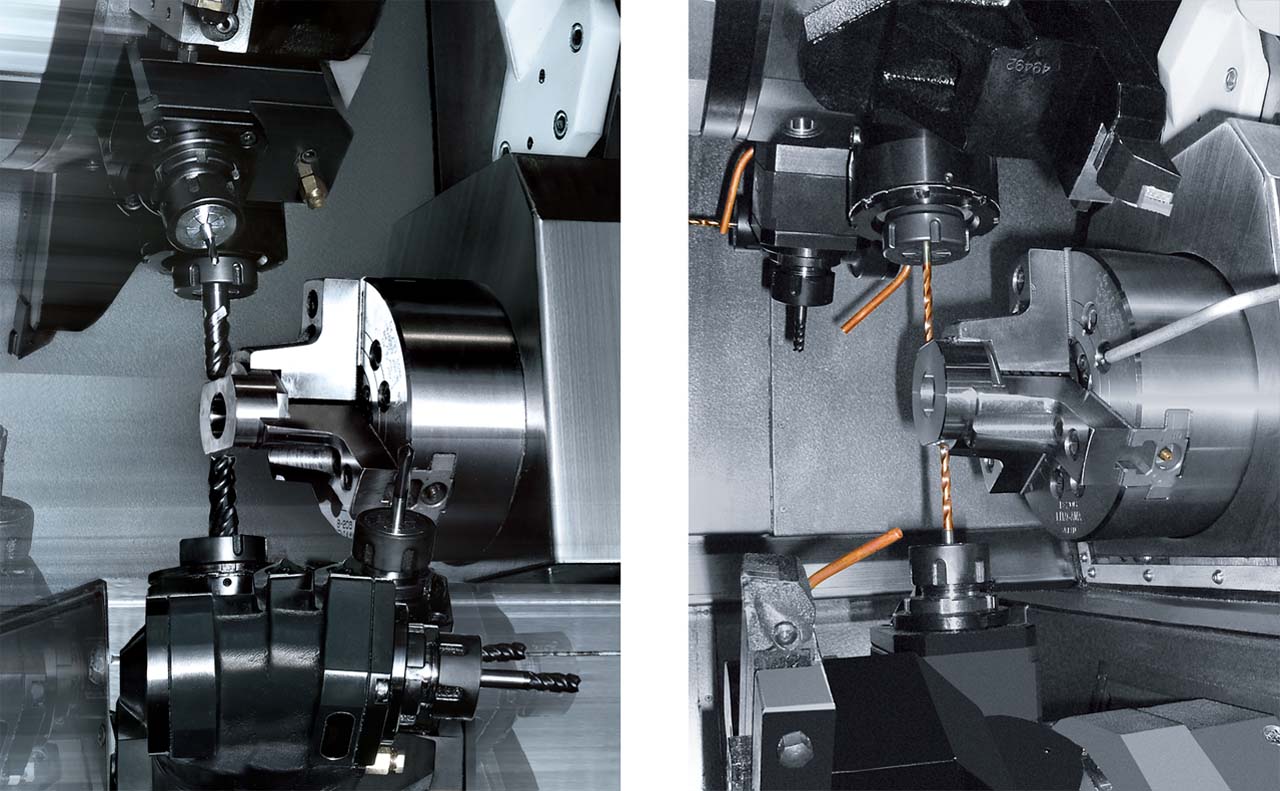
Fresatura bilanciata sul secondo mandrino
Disattivato
Programmazione semplificata
Il linguaggio di programmazione conversazionale MAZATROL supporta le fasi di programmazione grazie alla sua interattività domanda/risposta e all’interfaccia semplice e intuitiva. È possibile creare facilmente programmi di lavorazione ad alta efficienza per sfruttare in modo efficiente le due torrette e i due mandrini. Resta però possibile anche la programmazione in linguaggio EIA/ISO, che può essere anche integrata nei programmi Mazatrol.
Programmazione delle due torrette semplificata
Selezionando e inserendo i dati noti per la lavorazione (come il materiale del pezzo e il tipo di finitura), le condizioni di taglio e il percorso dell'utensile vengono automaticamente creati . A differenza dei programmi EIA/ISO standard, non è necessario indicare la velocità di avanzamento per ogni movimento dell'asse.
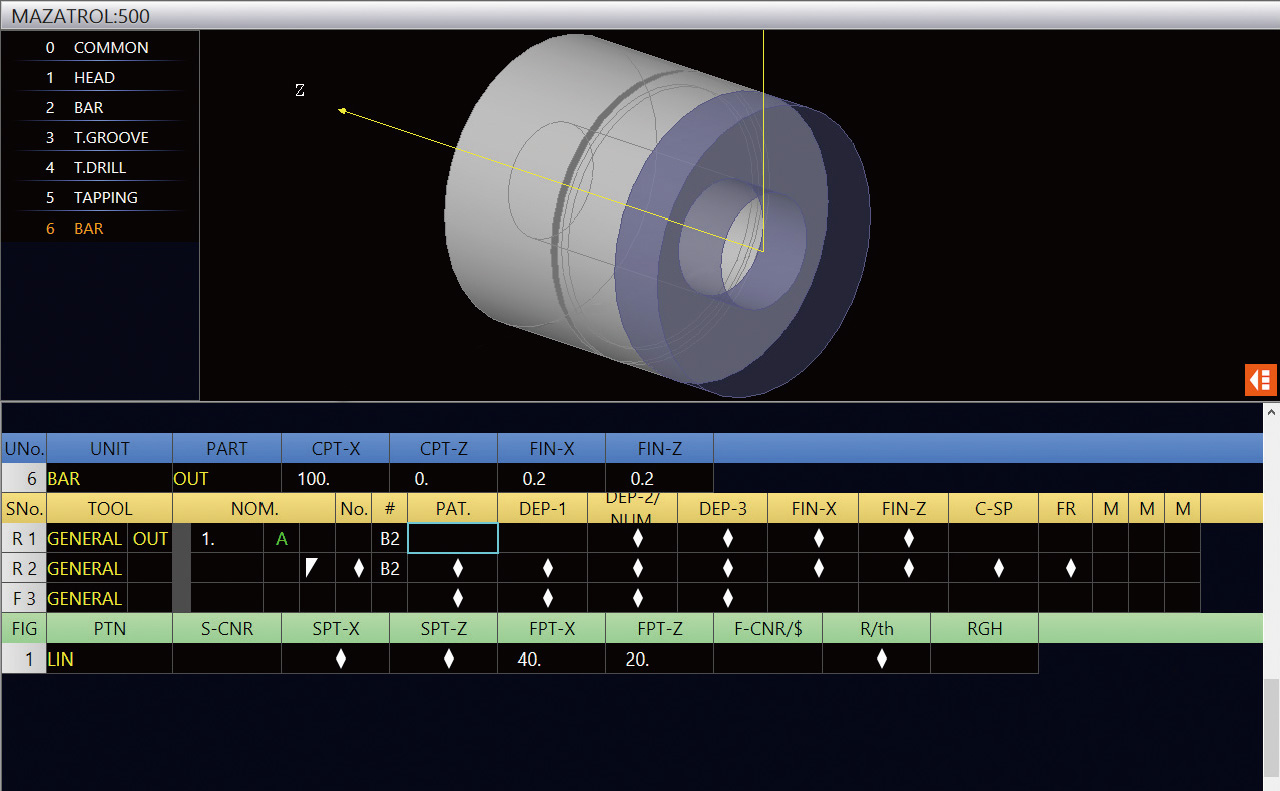
Per utilizzare la torretta inferiore basta selezionare il "simbolo della torretta inferiore" nel rispettivo utensile. Con il programma conversazionale si realizzano facilmente tutti i processi di lavorazione possibili su questa macchina, combinando le due torrette e i due mandrini.
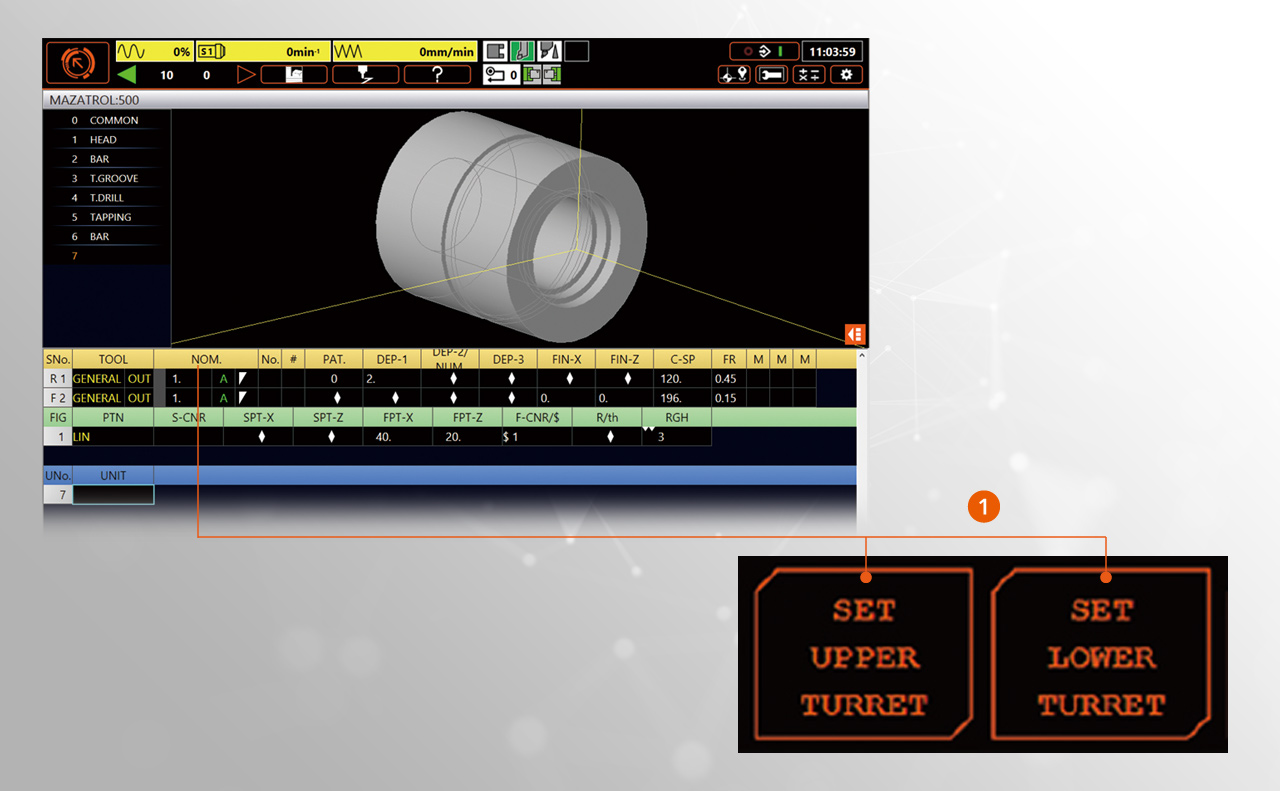
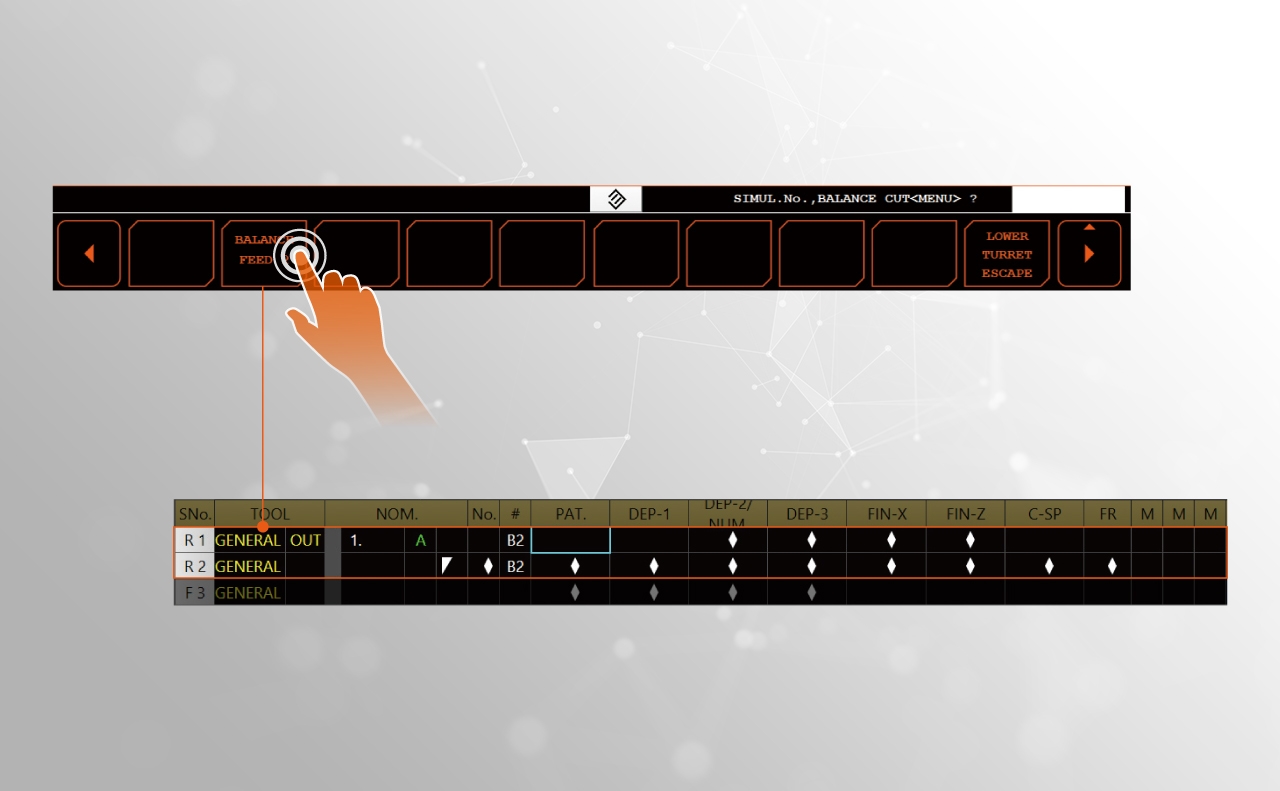
Programmazione semplificata per il taglio bilanciato
Il programma di lavorazione bilanciato (le due torrette lavorano simultaneamente sullo stesso pezzo) può essere eseguito selezionando il taglio bilanciato sull'unità del programma di tornitura.
Produttività ancora più elevata con ausilio dell'automazione
Per sfruttare in modo più efficace la macchina anche senza presidio operatore, è possibile dotarla di sistemi di automazione come caricatori di barre, scaricatori di pezzi e robot di carico/scarico.
Caricatore di barre e scaricatore pezzi
Efficace soluzione dal materiale grezzo al pezzo finito. Sostituendo al raccoglitore pezzi uno scaricatore di pezzi, il pezzo lavorato viene rimosso dalla macchina senza intaccare e potenzialmente danneggiare la superficie finita.

- Fase 1
- Fase 2





