






| Palettaméret | 400 mm × 400 mm |
| Szerszámkúp (standard) | BT30 |
| Max. orsósebesség | 20 000 min-1 |
| Max. munkadarab méret | Φ600 mm × 500 mm |
Függőleges megmunkálóközpontok
UN
Kompakt, függőleges/vízszintes megmunkálóközpontok nagy sorozatú gyártáshoz
- Kategóriájában a legkeskenyebb gépek
- Nagy orsósebesség és gyorsulás/lassulás a nagy sebességű megmunkáláshoz
- A gépet úgy terveztük, hogy könnyen karbantartható legyen, hogy minimalizáljuk az állásidőt
- Fanuc 32i CNC-vezérléssel felszerelve

Válassza ki a típust
Kompakt, nagy sebességű BT30-as megmunkálóközpontok autóipari alkatrészek nagy sorozatú gyártásához
Keskeny gépméret a termelékenység növeléséért
Függőleges megmunkálóközpontok UN-600/30V 695 mm
Vízszintes megmunkálóközpontok UN-600/30H 990 mm

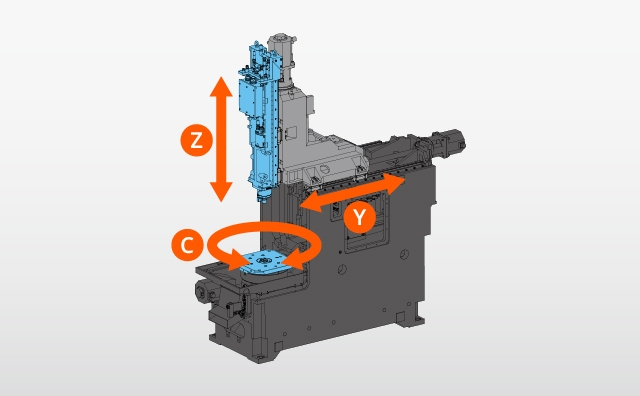
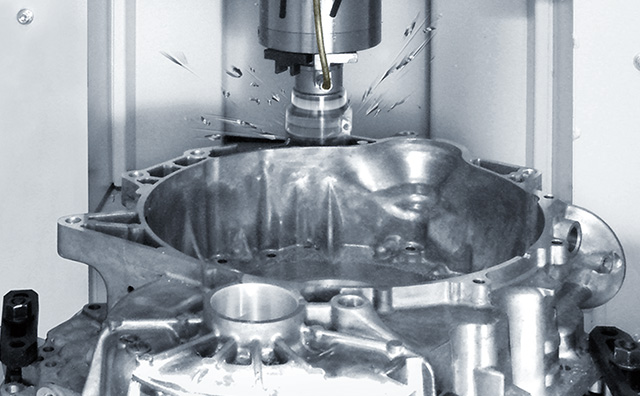
UN-600/30V
A gép szélessége jelentősen csökkent a gépasztal (C tengely) és az állvány (Y tengely) összehangolt mozgásának köszönhetően, amely az X tengely pozicionálását biztosítja.
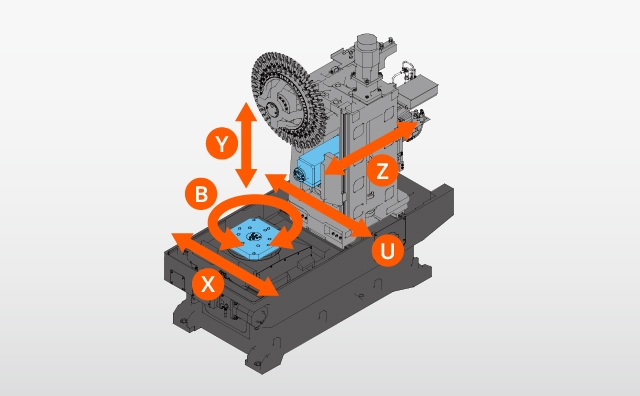
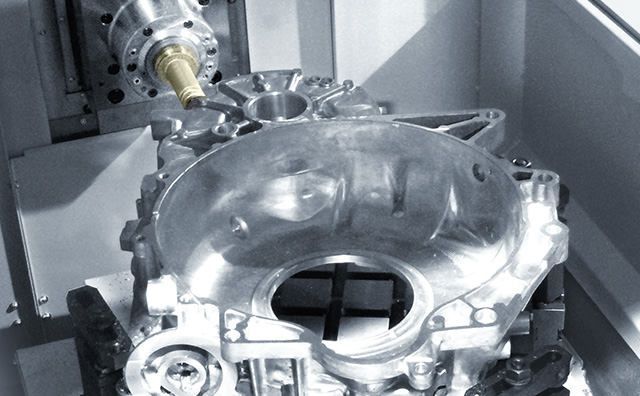
UN-600/30H
Az állvány (U tengely) és az asztal (X tengely) mozgásának megosztásával – ahol mindkettő az X tengely löketének egy-egy felét teszi meg – a gép szélessége jelentősen csökkenthető, összehasonlítva más, hasonló munkadarab-kapacitású vízszintes megmunkálóközpontokkal.
Nagy sebesség
Orsósebesség: 20 000 min-1
Gyorsulás / lassulás: 0,49 mp [ 0–20 000 min-1 ]
UN-600/30V
Gyorsjárati sebesség (Y-, Z tengely: 60 m/perc, C tengely: 100 min-1)
Gyorsulás (Y tengely: 1,6 G, Z tengely: 1,8 G)
UN-600/30H
Gyorsjárat (X tengely [X-, U tengely] ): 120 m/perc [60 m/perc], Y-, Z tengely: 60 m/perc
Gyorsulás (X tengely [X-, U tengely]): 2,0 G [1,0 G], Y tengely / Z tengely: 1,5 G / 2,0 G)
Egyszerű karbantartás
A kenési rendszer, a levegőellátás és más, gyakori hozzáférést igénylő elemek egy jól hozzáférhető, központi helyen vannak elhelyezve, hogy megkönnyítsük a gép karbantartását.
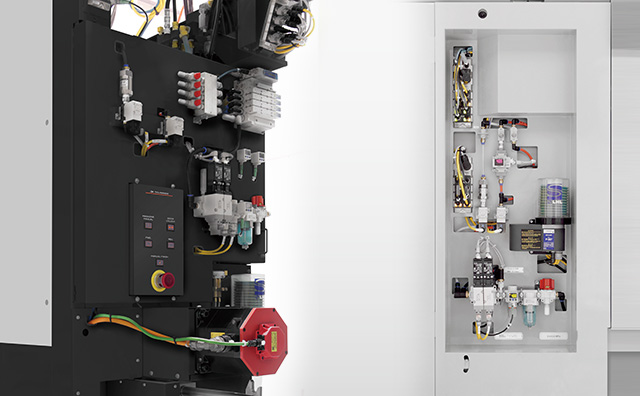
[Balra] UN-600/30V
(A gép hátulja)
[Jobbra] UN-600/30H
(A készülék jobb oldala)
Programok készítése / kézi adatbevitel (MDI) az X-, Y- és Z tengely derékszögű koordinátáival
Fanuc 32i CNC-vezérléssel felszerelve
Az X tengely programozása ugyanúgy történik, mint egy hagyományos függőleges megmunkálóközpontnál. A CNC automatikusan átalakítja a lineáris koordinátákat az X tengely poláris koordinátáivá.




