







| Orsófurat: | Φ76 mm |
| Tokmányméret: | 8″ |
| Max. megmunkálási átmérő | Φ320 mm |
| Max. megmunkálási hossz | 860 mm |
CNC esztergaközpontok
HQR NEO
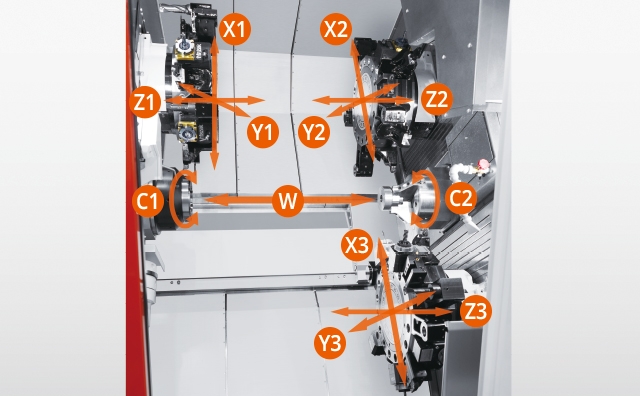
Nagy hatékonyságú, három revolverfejjel és két orsóval rendelkező CNC esztergálóközpont
- Három revolverfejjel és két orsóval felszerelt gépszerkezet a gyorsabb ciklusidő érdekében
- Rúdanyag kapacitás: Φ102 mm-ig (opcionális)
- Automatizálási rendszer különféle alkalmazásokhoz a tárcsajellegűtől a tengely jellegű munkadarabokig
- A MAZATROL SmoothG3 CNC rendszer a három revolverfejjel történő hatékony megmunkáláshoz

Tokmányméret:
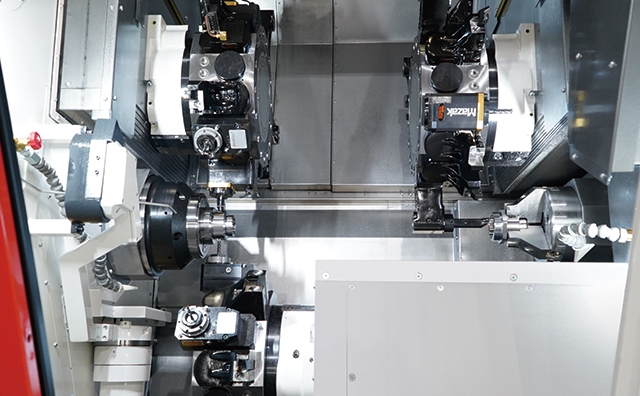
Kompakt gépfelépítés a jelentősen csökkentett ciklusidő érdekében
Az egyedülálló, három revolverfejes és két orsós gépszerkezet két munkadarab szimultán megmunkálását végzi, miközben az alsó és felső revolverfejekkel kiegyensúlyozott forgácsolást biztosít.
Olyan munkadarabok esetén, ahol az első és második művelet megmunkálási mennyisége eltér, gépünk jelentős termelékenységjavulást ér el még a két revolverfejjel és két orsóval felszerelt CNC esztergaközpontokhoz képest is.
Rúdanyag kapacitás
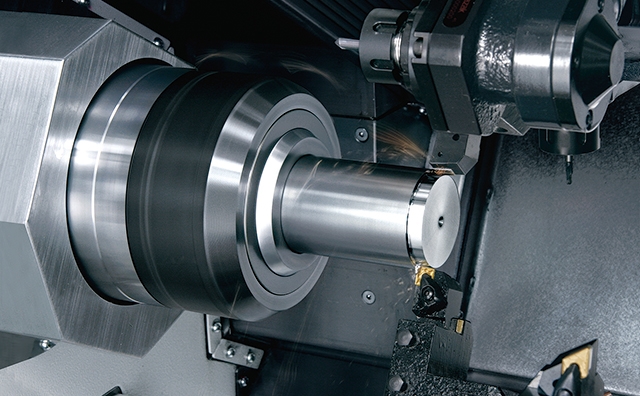
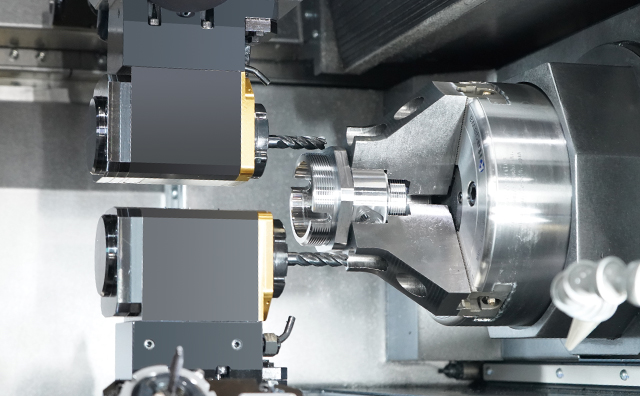
Mivel mind a főorsó, mind az ellenorsó nagy orsófurattal rendelkezik, széles mérettartományú rudak megmunkálása lehetséges.
| Modell | Főorsó | Ellenorsó |
| HQR-200/3 NEO | Φ65 mm | Φ65 mm |
| Φ102 mm* | Φ65 mm | |
| HQR-250/3 NEO | Φ80 mm | Φ65 mm |
| Φ80 mm* |
* Opcionális
Érjen el még nagyobb termelékenységet az automatizációval!
Számos automatizálási rendszer, például rúdadagolók, munkadarab-kirakók és robotok érhetők el opcionálisan, hogy támogassák a hosszú távú automatikus üzemelést.
Rúdadagoló és munkadarab-kirakó
Hatékonyság az alapanyagtól a kész munkadarabig. Munkadarab-kirakó használatával az automatikus alkatrészgyűjtő helyett a munkadarab sérülés nélkül, a kiváló minőségű megmunkált felület megóvásával távolítható el a gépből.

- 1. lépés
- 2. lépés
MAZATROL SmoothG3 CNC rendszer
Szimultán négytengelyes CNC rendszer
- Az érintésvezérlés előnyeit kihasználó képernyő-kialakítás felgyorsítja a feladatokat, például a programozást és a szerkesztést.
A három dedikált revolverfej állapotát egyszerre megjelenítő képernyő támogatja a komplex megmunkálást.
- A három revolverfej komplex mozgását különböző interferencia-ellenőrzési funkciók támogatják a biztonságos működés biztosítása érdekében.

Felhasználóbarát kezelőfelület
Nagy érintőképernyő az intuitív kezeléshez

Nagy hatékonyságú megmunkálás a dedikált három revolverfej állapotát is megjeleníteni képes kijelzővel és támogató funkciókkal
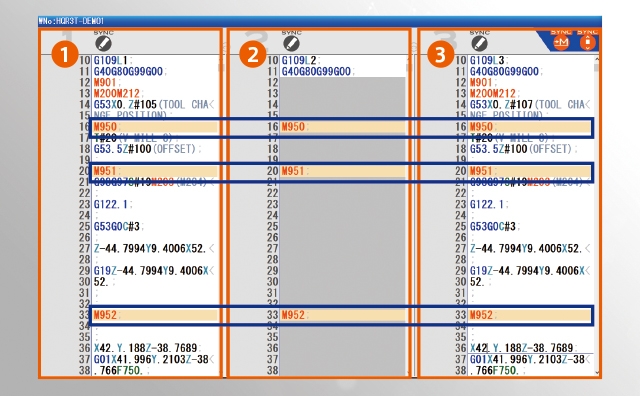
A három oszlopra osztott kijelző megkönnyíti az egyes revolverfejek működésének ellenőrzését. Az EIA/ISO programozási képernyő egymás mellett jeleníti meg a várakozó parancsok pozícióit, ezáltal intuitív és egyszerű program szerkesztést tesz lehetővé.
Különböző programellenőrözési funkciók
A programellenőrzés nehézséget okoz a három revolverfejes gépeknél a revolverfejek mozgásának összetettsége miatt, ami megnehezíti az egyes revolverfejek szinkronizálását.
Ezek a funkciók támogatják a programellenőrzést anélkül, hogy megszakítanák a revolverfejek szinkronizálását.
Virtual Machining
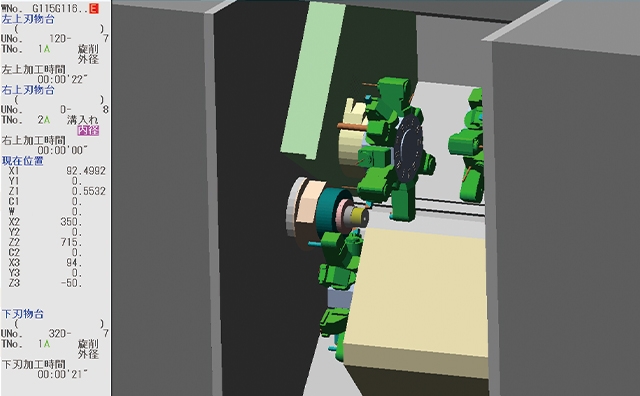
A géppel azonos működési környezetben történő pontos szimuláció lehetővé teszi számunkra, hogy előzetesen ellenőrizzük a megmunkálás alakját és az interferenciát.
Ez lehetővé teszi a nagy termelékenységű működést már az első gyártott darabtól kezdve.
Safety Shield
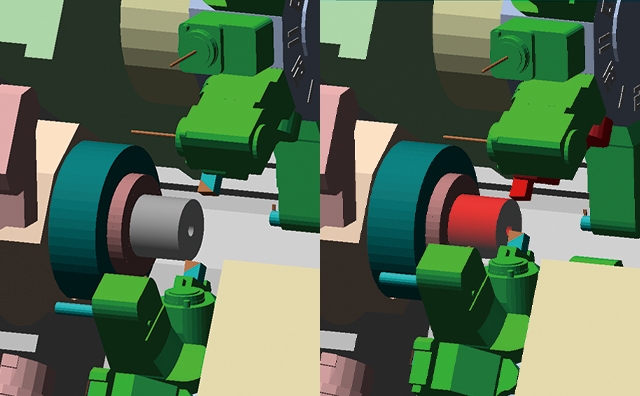
Még a beállítási munka során manuálisan mozgatott tengelyek esetén is az NC képernyőn megjelenő 3D modell ellenőrzi az ütközést, és figyelmezteti a gépkezelőt, hogy megakadályozza a gép ütközését.
Inter-grid blokkonkénti megmunkálás
Amikor egy revolverfej befejezi a folyamatot, az összes működésben lévő revolverfej egyszerre áll le, még akkor is, ha a blokk vége revolverfejenként eltérő.
Ez az inter-grid blokkonkénti megmunkálás biztosítja a revolverfejek szinkronizációját, megelőzve az ütközéseket és csökkentve a programhibák okozta állási időt.
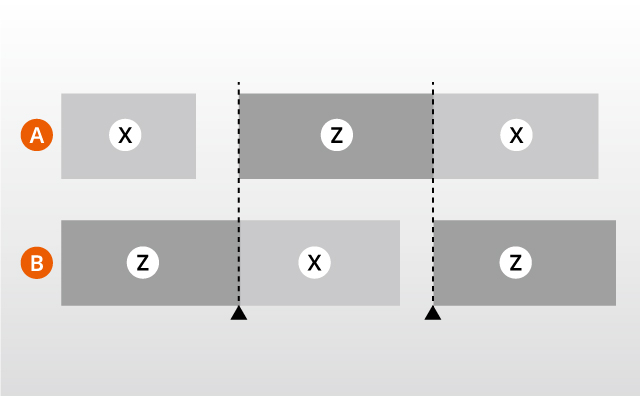
Inter-grid blokkonkénti megmunkálással
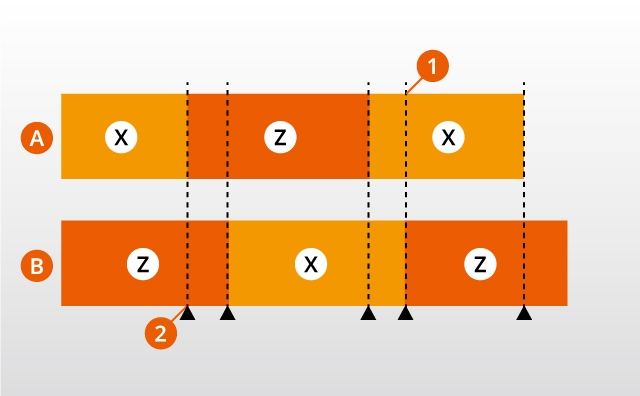
A: „A” revolver
B: „B” revolver
1: Amikor a B revolver X tengelyének előtolása eléri a ▲ értéket, az A revolver is leáll.
2: Amikor az A revolver X tengelyének előtolása eléri a ▲ értéket, a B revolver is leáll.
▲: Működés leállítása
Inter-grid blokkonkénti megmunkálás nélkül
A: „A” revolver
B: „B” revolver
▲: Működés leállítása
A szinkronizált működés felülírása
Az időtúllépés, amely lehetővé teszi a program feldolgozási idejének módosítását, nemcsak a revolverfejek működési idejét, hanem a várakozási időt is befolyásolja, ezáltal biztosítva a program futását a revolverfejek közötti szinkronizáció megszakítása nélkül. Ez lehetővé teszi a nagy pontosságú ütközés-ellenőrzést.
Felülírással szinkronizált működés (50%)
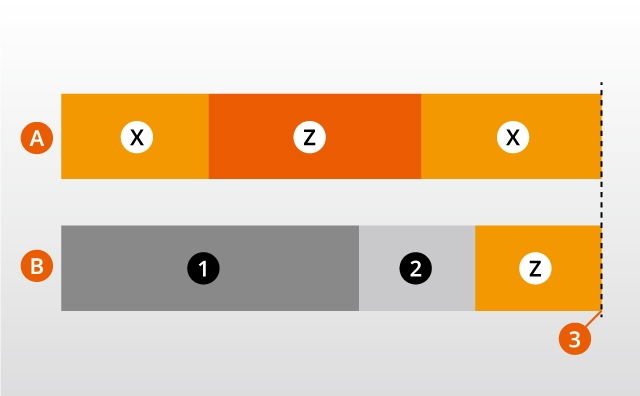
A: „A” revolver
B: „B” revolver
1: Készenléti idő
2: Támogató funkciók
3: Nincs programeltolódás.
Felülírás nélküli szinkronizált működés (50%)
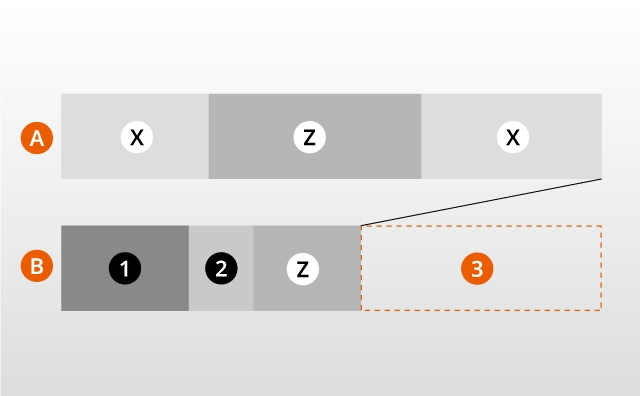
A: „A” revolver
B: „B” revolver
1: Készenléti idő - Nincs változás az időben
2: Támogató funkciók
3: Programeltolódás történt
Működtetés kézikerékkel
A megmunkálási program bármilyen sebességgel működtethető a CNC rendszer kézikerékének elforgatásával. Gondosan ellenőrizhető a megközelítési helyzet és a pontok, ahol az ütközés valószínűleg előfordulhat.

HQR-200/3 NEO

HQR-250/3 NEO
| Orsófurat: | Φ91 mm |
| Tokmányméret: | 10” |
| Max. megmunkálási átmérő | Φ320 mm |
| Max. megmunkálási hossz | 860 mm |



