






| Taille du mandrin | 6″ |
| Diamètre d'usinage max. | ø 600 mm |
| Longueur d’usinage max. | 590 mm |
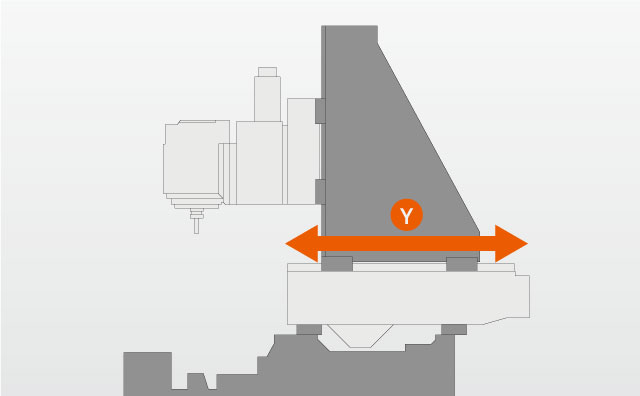
| Course de l'axe Y | 210 mm |
Machines multitâches
INTEGREX i-H
Machine multitâches de nouvelle génération

Taille du mandrin
Conception de machine améliorée pour intégrer facilement l'automatisation
Conception plate de la face avant du corps de la machine pour une adaptation facile à l'automatisation
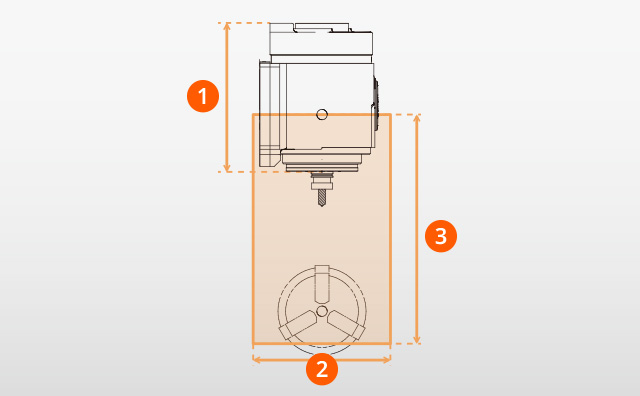
La broche de fraisage compacte standard est 17 % plus courte en longueur totale qu'une broche de fraisage conventionnelle, ce qui augmente la zone d'usinage avec une interférence minimale. Les courses des axes X et Y sont étendues pour sécuriser une grande zone d'usinage.

Construction de machines pour un usinage de haute précision
Sur la base d'une analyse structurelle, la meilleure structure de machine combinant des centres de tournage et des centres d'usinage a été conçue pour obtenir un usinage stable et de haute précision sur une longue période. Un usinage de haute précision est obtenu sur toute la course de l'axe Y.
Broche de fraisage compacte et grande zone d'usinage avec une interférence minimale
- 1:430 mm
- 2 Axe Y 300 mm (séries i-250H, i-350H, i-450H)
Axe Y 210 mm (séries i-100H, i-200H) - 3 Axe X 695 mm (séries i-250H, i-350H, i-450H)
Axe X 535 mm (séries i-100H, i-200H)
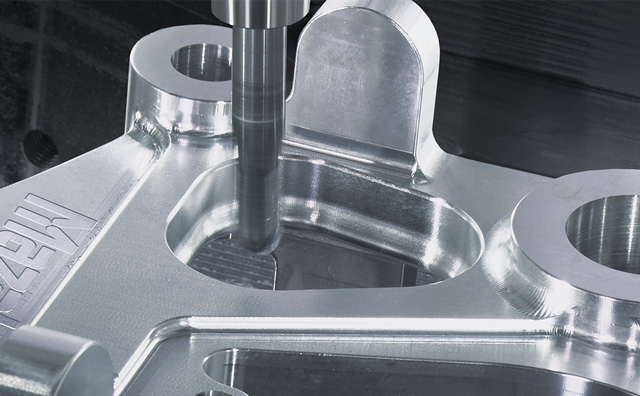
Usinage stable et de haute précision
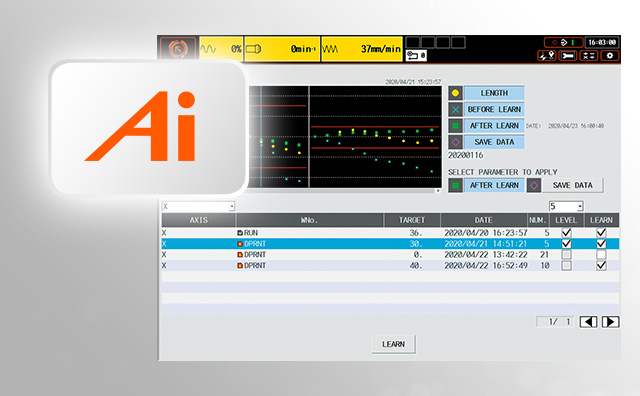
Ai Thermal Shield (bouclier thermique)
En fonction de la vitesse de la broche et de la température de la machine, Ai Thermal Shield supprime les changements de position du tranchant. Stabilise la précision de l'usinage continu grâce à un contrôle méticuleux de la machine qui prend en compte les changements de température, la position de la machine, la marche/arrêt du liquide de refroidissement et d'autres facteurs. De plus, en accumulant et en apprenant les données des mesures ultérieures, la compensation du déplacement thermique peut être optimisée pour chaque environnement d'usinage afin de stabiliser la précision de l'usinage.

- Usinage
- Inspection de pièce
- Simulation
Contrôle de la dilatation thermique
- Contrôle de la température de la broche
L'huile de refroidissement à température contrôlée circule autour des roulements de la broche et de la poupée.
Il supprime le déplacement thermique de la broche pour éviter une moindre précision d'usinage. - Refroidissement du noyau de la vis à billes sur les axes X, Y et Z (spécification standard)
L'huile de refroidissement à température contrôlée traverse l'intérieur de la vis à billes pour supprimer la génération de chaleur de la vis à billes et éviter la perte de précision d'usinage.
Solutions d'automatisation pour une variété de produits et de volumes de production
Embarreur
Un embarreur peut être installé pour alimenter les barres. La fonction de planification du chargeur de barres en option prend en charge la production à haut mélange et à faible volume et la production en série.
*Option

Ez LOADER
L' Ez LOADER est un automatisme peu encombrant par robot coopératif. Un fonctionnement automatique sans apprentissage est possible et les clients peuvent également définir leurs propres modèles de fonctionnement.
*Option
Changeur de mors automatique
Grâce au changeur de mâchoires automatique, 10 jeux de mâchoires de mandrin peuvent être automatiquement remplacés pour chacune des broches principales et secondaires.
*Option

Système CNC
Système CNC innovant MAZATROL pour une productivité accrue
MAZATROL SmoothAi offre une productivité inégalée grâce à un contrôle encore plus rapide et plus précis tout en augmentant votre production grâce à l'IA et à la technologie des jumeaux numériques.

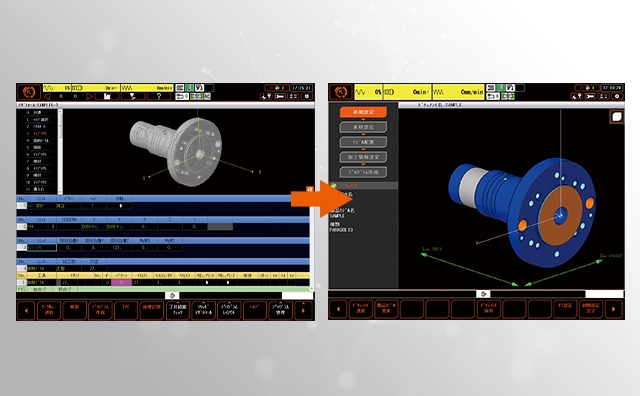
SOLID MAZATROL (Programmation automatique)
Les programmes MAZATROL sont générés automatiquement à partir de données CAO 3D. L'IA apprend le savoir-faire en matière d'usinage à partir de programmes générés précédemment, calcule automatiquement le processus d'usinage et génère le programme optimal.
CUTTING ADVISOR
La simulation d'usinage et la visualisation du processus d'usinage sur la base des résultats d'usinage accumulés permettent d'optimiser les conditions de coupe.





