






| Taille du mandrin | 8″ |
| Diamètre d'usinage max. | ø 670 mm |
| Longueur d’usinage max. | 1011 mm/1519 mm |
Machines multitâches
INTEGREX AG
Machines hybrides multitâches avec coupe et mesure des engrenages
- L'intégration des processus d'engrenage facilite l'usinage de haute précision tout en réduisant le temps et les coûts initiaux en cours de processus.
- Trois types de méthodes d’usinage d’engrenages (détourage d’engrenages, taillage et fraisage en bout) sont intégrés pour répondre à des besoins divers, de la production à faible volume à forte diversité à la production de masse
- La programmation conversationnelle permet de générer facilement et rapidement des trajectoires d'outils de coupe et des mesures
Diamètre d'usinage max.
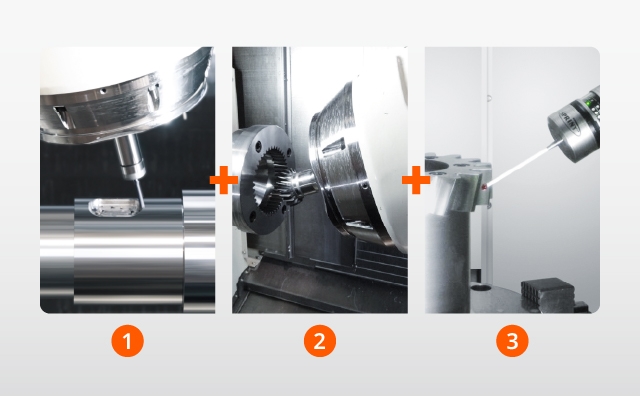
La combinaison de l'INTEGREX avec la coupe et la mesure des engrenages
La série INTEGREX AG effectue le tournage, le fraisage, l'usinage 5 axes et l'usinage par engrenages
Trois méthodes d'usinage des engrenages - taillage d'engrenages, taillage et fraisage en bout - sont intégrées dans cette seule machine. Il répond à vos besoins de production, allant de l'usinage flexible à l'aide de broyeurs finaux polyvalents à la production en série à l'aide d'outils spécialisés. En outre, la mesure de vitesse peut être effectuée dans la machine.
- 1 Usinage 5 axes
- 2 Fraisage d’engrenages
- 3 Mesure d’engrenages
Produisez des engrenages sans machine de découpe dédiée
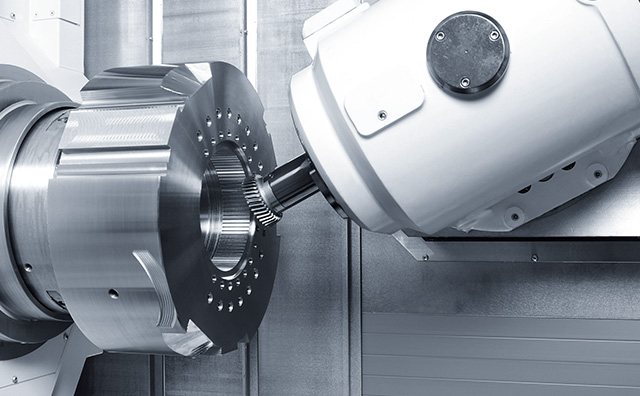
Taillage d'engrenages
Taillage d'engrenages avec fraises de petit diamètre et fraises en carbure
- Taillage d'engrenages de haute précision avec la technologie de commande unique d'INTEGREX AG.
- La précision de la synchronisation de rotation entre la broche de tournage et la broche de fraisage est maintenue même à la vitesse de rotation maximale de chaque broche.
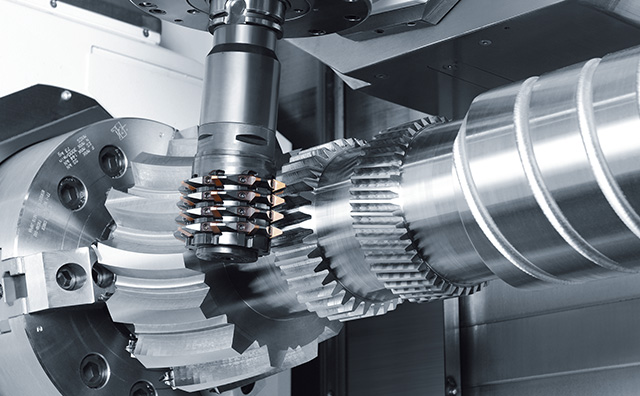
Taillage
Avec des réglages intuitifs, la coupe d'engrenages est effectuée à l'aide de fraises de plaques de cuisson dédiées. L'arbre de la fraise-mère supporté d'un seul côté offre une précision d'usinage de classe ISO 7. Le logiciel d'aide à la programmation "SMOOTH GEAR HOBBING" comprend des fonctionnalités uniques. "Hob Shift" déplace le point d'usinage de la fraise de cuisson pour chaque passage afin de prolonger la durée de vie de l'outil et "Micro Geometry" modifie le point de rencontre des dents de l'engrenage après l'usinage.
Fraisage en bout
Vous pouvez utiliser des broyeurs d'extrémité disponibles dans le commerce. Le logiciel dédié « Smooth Gear Milling » permet de tailler les dents d'un engrenage une par une avec une fraise standard. Les fonctions « Tooth Profile Correction Function » et « Tooth Lead Correction Function » modifient les dents usinées de l'engrenage. Les fonctions fournissent une précision d'usinage ISO classe 5 (ancienne classe JIS 1).

Temps de process réduit
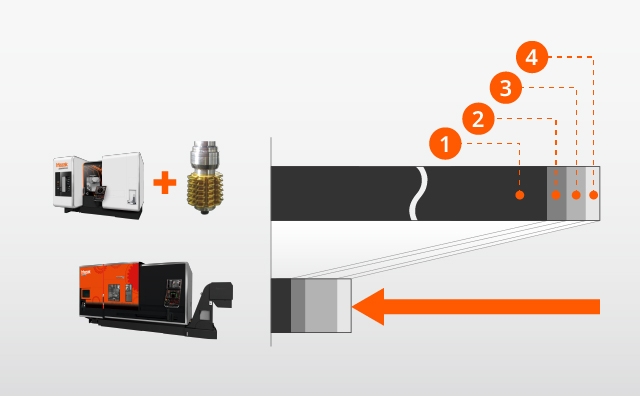
Comparaison entre le taillage par une machine multi-tâches et le fraisage en bout par un INTEGREX AG
Dans le cas de l'usinage de pièces pour une production de faible volume, les outils spécialisés tels que les fraises mères nécessitent beaucoup de temps juste pour préparer les outils et les gabarits. The INTEGREX AG can machine a wide variety of gears with commercially available end mills, thus significantly reducing manufacturing lead times.
1 Préparation des outils et du gabarit
2 Programmation
3 Usinage d’engrenages
4 Usinage
Emplacement de la dent de vitesse pour le positionnement en phase d'autres caractéristiques usinées
Position radiale en phase des dents de l'engrenage
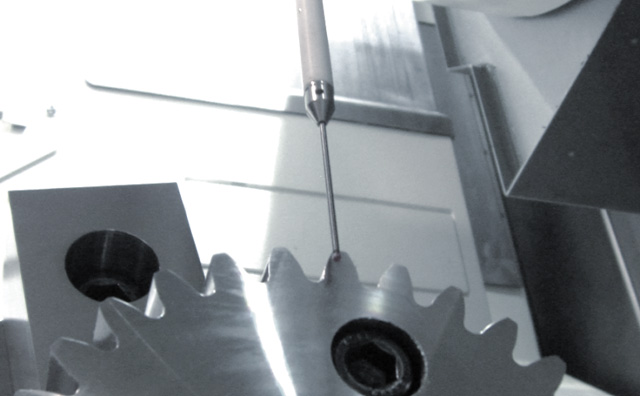
Après le taillage d'engrenages ou le fraisage, l'angle médian de la rainure de la dent d'engrenage est identifié. Sur la base des angles de phase identifiés, la machine peut être automatisée jusqu'à l'usinage des rainures de clavette, le perçage et l'ébavurage à l'aide d'une fraise à billes. L'angle central de la rainure de la dent d'engrenage est identifié sur la face d'extrémité ou le cercle de pointe tout en déterminant la présence ou l'absence de dents. La précision réelle d'identification est de 0,005° (16 μm sur un cercle de 360 mm de diamètre). La posture de la sonde et la direction d'avance de la sonde sans interférence peuvent être réglées en fonction de la forme de la pièce cible et des points de contact du stylet.
Le balayage de la face du rapport est disponible en option. Visualiser la face usinée de la denture en mesurant le profil et l'avance de la denture.
Mesure du profil de l'engrenage et de l'avance de l'engrenage
Le profil de l'engrenage et l'avance de l'engrenage sont mesurés immédiatement en fixant la sonde de balayage après usinage.
Le nombre de réglages nécessaires pour transporter la pièce usinée vers la machine de mesure 3D pour l'inspection, puis vers l'INTEGREX pour l'usinage supplémentaire, est réduit.
Les résultats de la mesure sont affichés sur l'écran du MAZATROL SmoothAi et la surface de la denture peut être visualisée.
*Option

Mesure de la surface d'une dent d'engrenage à l'aide d'un palpeur à balayage

MAZATROL SmoothAi affichant les résultats des mesures
Les résultats de mesure sur l'écran CNC peuvent être sortis sous forme d'image (fichier PNG) avec une seule touche.
Programmation conversationnelle pour le taillage et la mesure d'engrenages de haute précision
Les programmes sont créés facilement et rapidement en réglant simplement les différents paramètres et vitesses d'avance indiqués dans les dessins tout en visualisant le guidage graphique. Ce logiciel de support crée des programmes de code G dédiés et génère automatiquement des trajectoires d'usinage et de mesure. Appuyer sur le bouton de démarrage du cycle pour effectuer le fraisage et la mesure de l’engrenage.






