







| Spindelboring | Φ76 mm |
| Patronstørrelse | 8″ |
| Maksimum bearbejdningsdiameter | Φ320 mm |
| Maksimal bearbejdningslængde | 860 mm |
CNC-drejecenter
HQR NEO
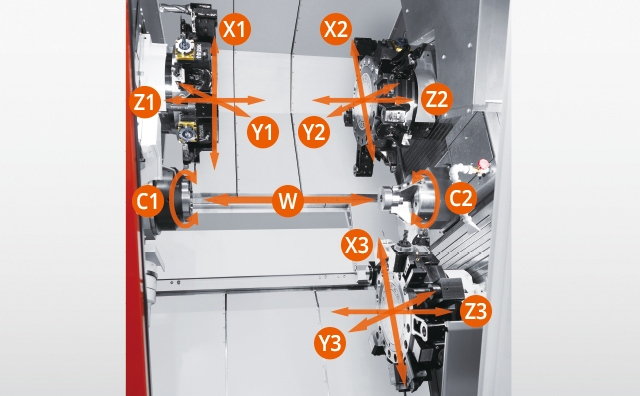
Højeffektive CNC-drejecentre med 3 revolvere og 2 spindler
- Maskinkonstruktion med 3 revolvere og 2 spindler for hurtigere cyklustider
- Stangkapacitet op til Φ102 mm (ekstraudstyr)
- Automationssystem til forskellige anvendelser fra borepatron til akselemner
- CNC-systemet MAZATROL SmoothG3 til effektiv bearbejdning med 3 revolvere

Patronstørrelse
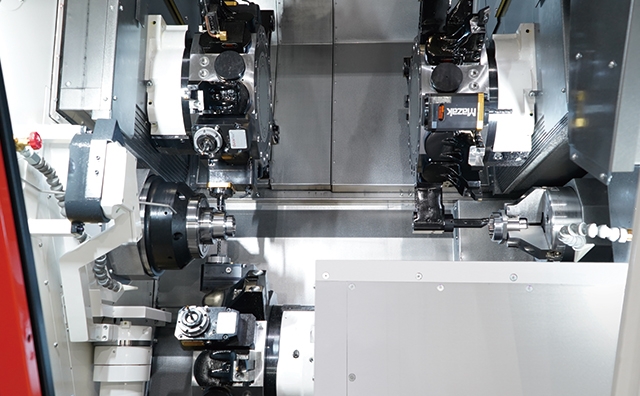
Maskinkonstruktion for markant reduceret cyklustid
Den unikke maskinkonstruktion med 3 revolvere/2 spindler udfører simultan bearbejdning af to emner og opretholder en balanceret skæring ved hjælp af øvre og nedre revolvere.
Ved emner, hvor der er forskel på bearbejdningsmængderne mellem første og anden operation, opnår vores maskine en betydelig produktivitetsforbedring, selv sammenlignet med et CNC-drejecenter med 2 revolvere/2 spindler.
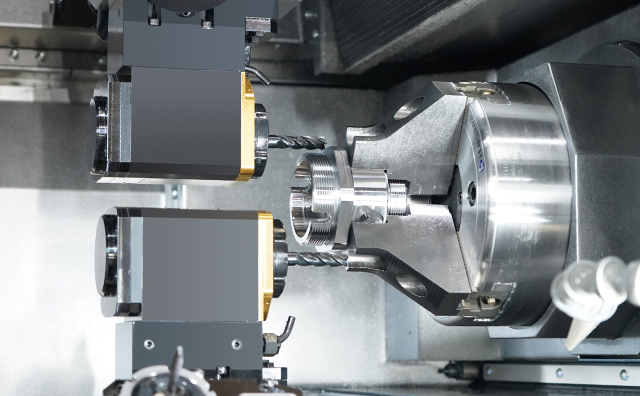
Stangkapacitet
Da både hovedspindlen og den anden spindel har store spindelboringer, kan der bearbejdes en bred vifte af stænger.
| Maskinmodel | Hovedspindel | Andenspindel |
| HQR-200/3 NEO | Φ65 mm | Φ65 mm |
| Φ102 mm* | Φ65 mm | |
| HQR-250/3 NEO | Φ80 mm | Φ65 mm |
| Φ80 mm* |
* Valgfrit
Opnå endnu højere produktivitet gennem automatisering
En række automationssystemer som stangladere, emneafladere og robotter er tilgængelige som ekstraudstyr for at understøtte langvarig automatisk drift.
Stanglader og emneaflader
Effektivt arbejde fra stangmateriale til færdigt emne. Ved at bruge en emneaflader i stedet for den automatiske emnegriber fjernes emnet fra maskinen uden at beskadige den færdige overflade af høj kvalitet.

- Trin 1
- Trin 2
CNC-system MAZATROL SmoothG3
Simultant 4-akset CNC-system
- Skærmdesign, der udnytter touch-betjening og fremskynder opgaver som programmering og redigering.
Den dedikerede skærm til 3 revolvere understøtter den komplekse bearbejdning.
- Komplekse bevægelser af de trerevolvere understøttes af forskellige interferenskontrolfunktioner for at sikre sikker drift.

Interface for forbedret brugervenlighed
Stor berøringsskærm til intuitiv betjening

Effektiv bearbejdning med 3 revolvere med dedikerede display- og supportfunktioner
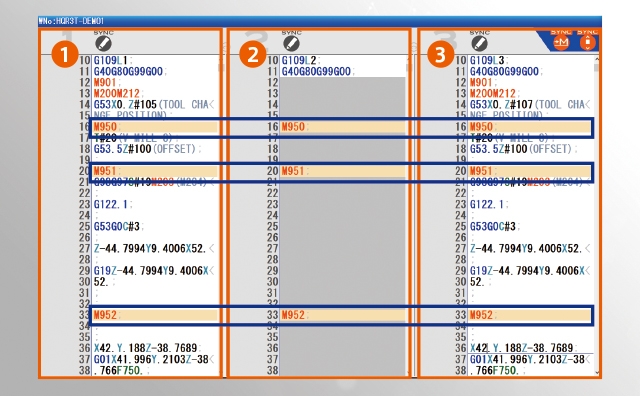
Displayet, der er opdelt i tre kolonner, gør det nemt at bekræfte betjeningen af hver revolver EIA/ISO-programmeringsskærmen viser de ventende kommandopositioner side om side, hvilket gør det nemt og intuitivt at redigere programmet.
Forskellige funktioner til programkontrol
Programkontroller er også vanskelige på maskiner med tre revolvere på grund af kompleksiteten i revolverbevægelserne, som gør det svært at opretholde synkroniseringen af de enkelte revolvere.
Disse funktioner understøtter programkontrol uden at forstyrre synkroniseringen af revolverne
Virtual Machining
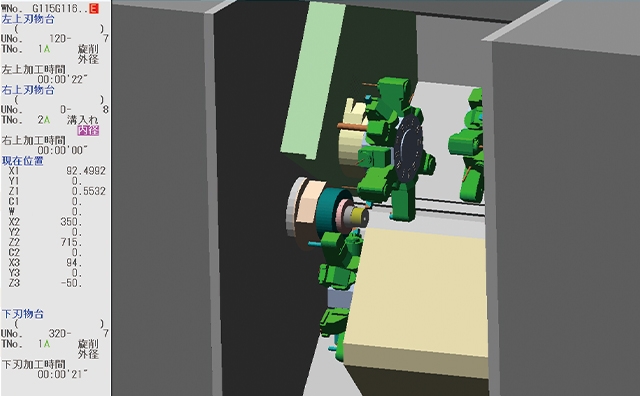
Nøjagtig simulering i samme driftsmiljø som maskinen giver os mulighed for at kontrollere bearbejdningsformen og interferensen på forhånd.
Dette muliggør højproduktive operationer fra det første produktionsemne.
Safety Shield
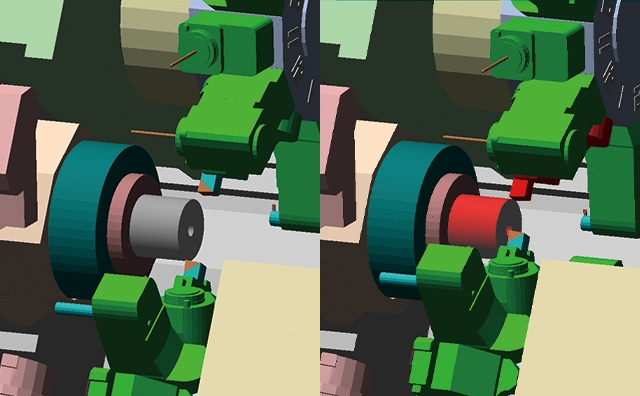
Selv når akser flyttes manuelt under opsætningsarbejdet, kontrollerer 3D-modellen på NC-skærmen for interferens og advarer operatøren for at forhindre maskininterferens.
Drift af en enkelt blok mellem nettene
Når en revolver afslutter en proces, stopper alle revolvere i drift samultant, selv om afslutningen af blokken er forskellig for hver revolver.
Denne inter-grid enkeltblok-drift sikrer synkronisering mellem revolverne og forhindrer interferens og øget nedetid forårsaget af programforskydninger.
Med Inter-grid enkeltblok-drift
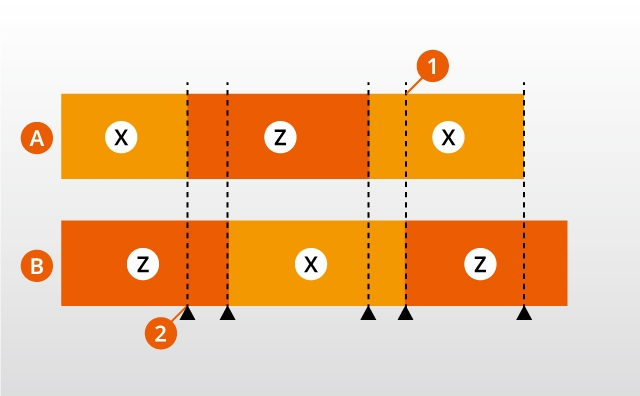
A: Revolver A
B: Revolver B
1: Når revolver B's X-aksefremføring når ▲, stopper revolver A også.
2: Når revolver A's X-aksefremføring når ▲, stopper revolver B også.
▲: Stop af drift
Uden drift af inter-grid enkelt blok
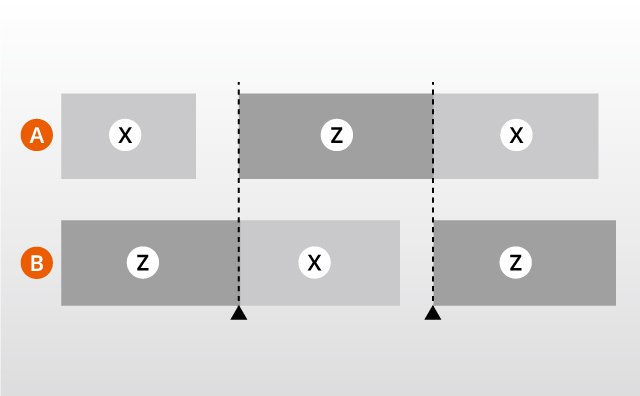
A: Revolver A
B: Revolver B
▲: Stop af drift
Overskriver synkroniseret drift
Overskriver, som gør det muligt at justere programbehandlingstiden, afspejles ikke kun i revolvernes driftstid, men også i standby-tiden, hvilket muliggør programdrift uden at forstyrre synkroniseringen mellem revolverne. Det giver mulighed for meget præcise interferenstjek.
Med overskiv synkroniseret drift (50%)
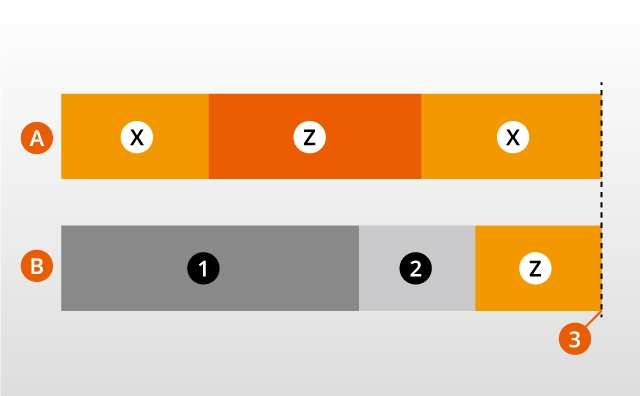
A: Revolver A
B: Revolver B
1: Standby-tid
2: Understøttende funktioner
3: Ingen fejljustering af programmet
Uden overstyring synkroniseret drift (50%)
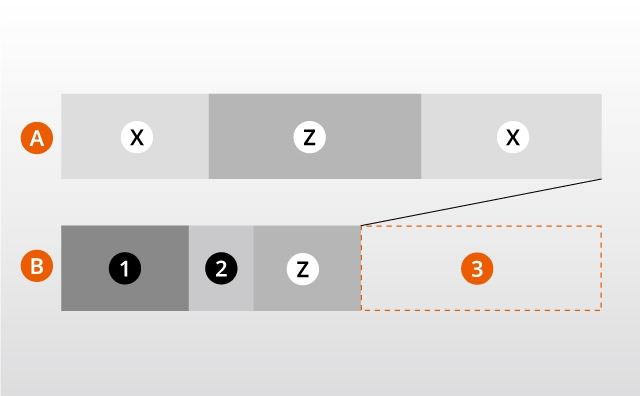
A: Revolver A
B: Revolver B
1: Standby-tid / Ingen ændring i tid
2: Understøttende funktioner
3: Der opstod fejltilpasning af programmet
Manuel betjening af puls-håndtag
Bearbejdningsprogrammet kan køres ved en hvilken som helst hastighed ved at dreje håndhjulet på CNC-systemet med hånden. Tilgangspositionen og punkter, hvor der sandsynligvis vil opstå interferens, kan kontrolleres omhyggeligt.

HQR-200/3 NEO

HQR-250/3 NEO
| Spindelboring | Φ91 mm |
| Patronstørrelse | 10″ |
| Maksimum bearbejdningsdiameter | Φ320 mm |
| Maksimal bearbejdningslængde | 860 mm |



