







| Vývrt vřetena | Φ 76 mm |
| Velikost sklíčidla | 8″ |
| Max. průměr obrábění | Φ 320 mm |
| Max. délka obrábění | 860 mm |
CNC soustružnická centra
HQR NEO
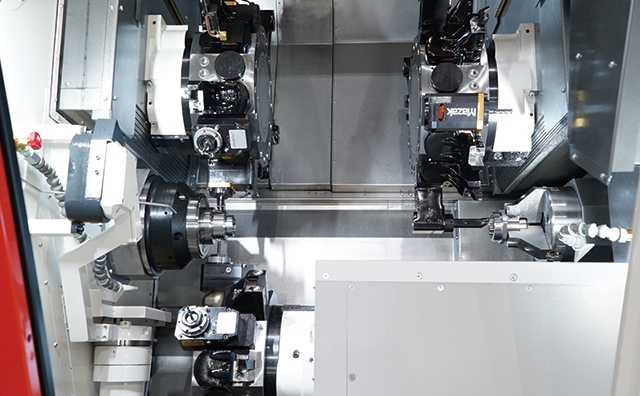
Vysoce efektivní CNC soustružnická centra s 3 revolverovými hlavami / 2 vřeteny
- Konstrukce stroje s 3 revolverovými hlavami / 2 vřeteny pro kratší doby cyklů
- Kapacita pro zpracovávání tyčí až do Φ 102 mm (volitelné příslušenství)
- Systém automatizace pro různé aplikace od sklíčidla po hřídelové obrobky
- CNC systém MAZATROL SmoothG3 pro vysoce efektivní obrábění s 3 revolverovými hlavami

Velikost sklíčidla
Konstrukce stroje pro výrazné zkrácení doby cyklu
Jedinečná konstrukce stroje se 3 revolverovými hlavami / 2 vřeteny umožňuje současné obrábění dvou obrobků při zachování technologie „Balance cutting“ pomocí horní a spodní revolverové hlavy.
U obrobků, kde je rozdíl v obráběném množství mezi první a druhou operací, náš stroj dosahuje významného zvýšení produktivity i ve srovnání s CNC soustružnickým centrem s 2 revolverovými hlavami / 2 vřeteny.

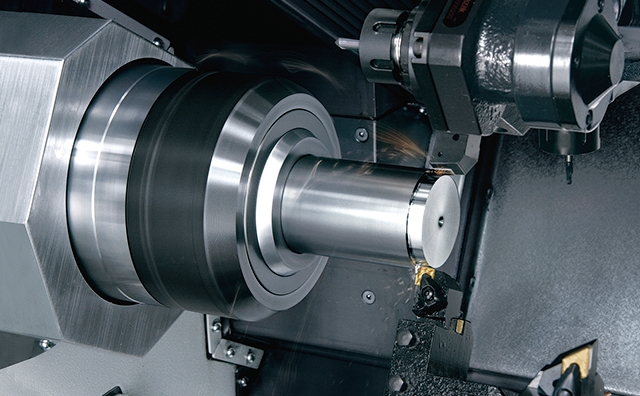
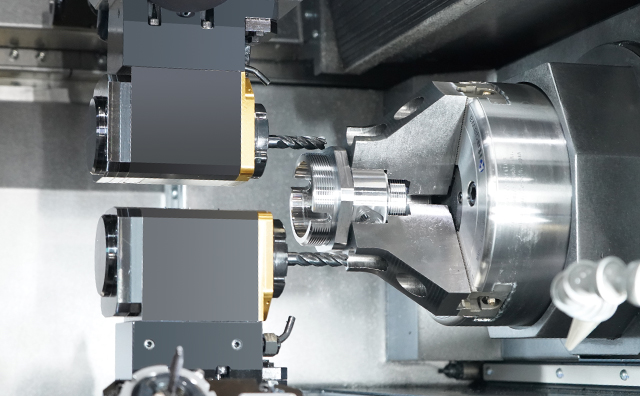
Kapacita při zpracovávání tyčí
Protože hlavní i druhé vřeteno mají velké vývrty, lze obrábět široký rozsah tyčí.
| Model stroje | Hlavní vřeteno | Druhé vřeteno |
| HQR-200/3 NEO | Φ 65 mm | Φ 65 mm |
| Φ 102 mm* | Φ 65 mm | |
| HQR-250/3 NEO | Φ 80 mm | Φ 65 mm |
| Φ 80 mm* |
* Volitelné
Snaha o ještě vyšší produktivitu díky automatizaci
Volitelně je k dispozici řada systémů automatizace pro podporu dlouhodobého automatického provozu, jako jsou například podavače tyčí, vykladače obrobků a roboty.
Podavač tyčí a vykladač obrobků
Efektivní provoz od tyčového materiálu až po hotový obrobek. Používáním vykladače obrobků namísto automatického zachycovače dílů se obrobek vyjímá ze stroje, aniž by docházelo k poškozování vysoce kvalitního hotového povrchu.

- Krok 1
- Krok 2
CNC systém MAZATROL SmoothG3
CNC systém pro simultánní obrábění ve 4 osách
- Provedení obrazovky využívající dotykové ovládání zrychluje takové úkoly, jako je programování a editování.
Složité obrábění podporuje speciální obrazovka pro 3 revolverové hlavy.
- Složité pohyby tří revolverových hlav jsou podporovány různými funkcemi pro kontrolu kolize, které zajišťují bezpečný provoz.

Rozhraní pro lepší využitelnost
Velký dotykový displej pro intuitivní ovládání

Vysoce efektivní obrábění pomocí speciálního displeje pro 3 revolverové hlavy a podpůrných funkcí
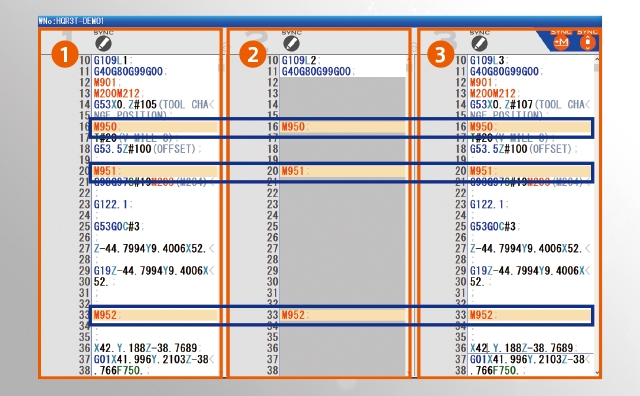
Displej rozdělený do tří sloupců usnadňuje potvrzování činnosti každé revolverové hlavy zvlášť. Obrazovka pro programování EIA/ISO zobrazuje pozice čekajících příkazů vedle sebe, což umožňuje intuitivní a snadné editování programů.
Různé funkce pro kontrolu programů
Kontroly programů jsou u strojů s 3 revolverovými hlavami vzhledem ke složitosti pohybů revolverových hlav také složité, což znesnadňuje synchronizaci jednotlivých revolverových hlav.
Tyto funkce podporují kontrolu programu bez narušování synchronizace revolverových hlav.
Virtuální obrábění
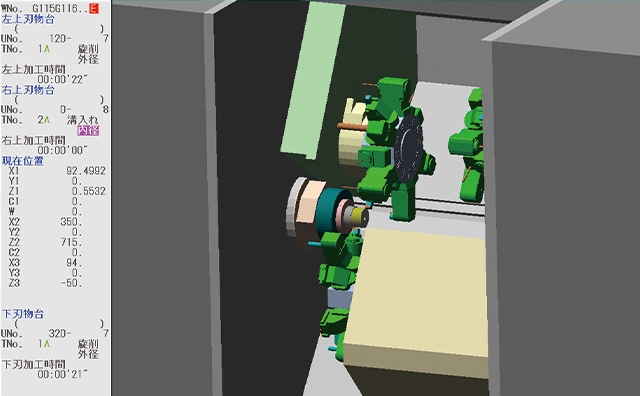
Přesná simulace ve stejném provozním prostředí v jakém stroj pracuje, nám umožňuje předem zkontrolovat tvar obrábění a případné kolize.
To umožňuje vysoce produktivní práci již od prvního vyrobeného kusu.
Bezpečnostní štít
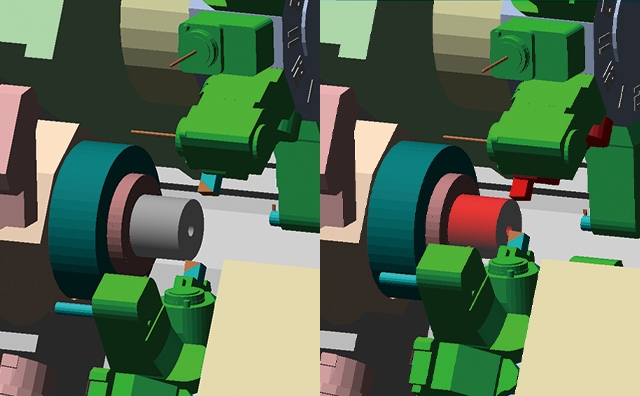
Dokonce i při manuálním pohybu osami během seřizovacích prací, 3D model na obrazovce NC kontroluje případné kolize a upozorňuje obsluhu na potřebu zabránit kolizi stroje.
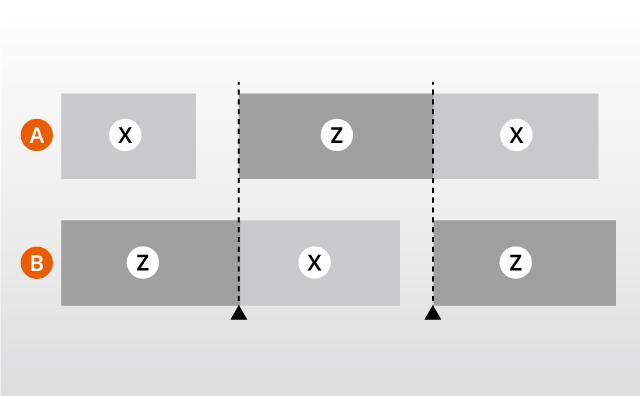
Provoz po jednotlivých blocích v rámci sítě
Když jedna revolverová hlava dokončí proces, zastaví se všechny revolverové hlavy v provozu současně, i když se konec bloku u jednotlivých revolverových hlav liší.
Tento režim jednoho bloku s „inter-grid“ synchronizací zajišťuje synchronizaci mezi revolverovými hlavami, čímž předchází kolizím a snižuje prostoje způsobené nesouladem v programu.
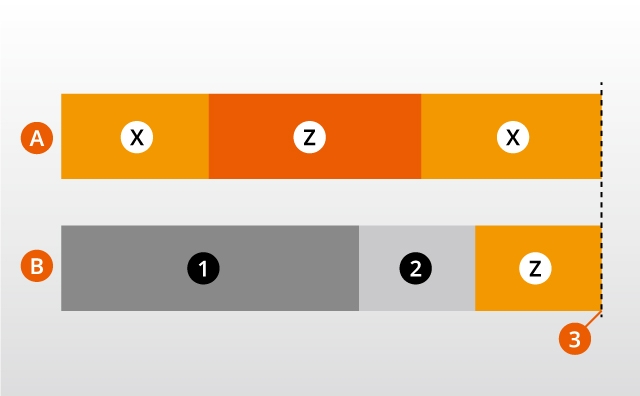
S funkcí režimu jednoho bloku s „inter-grid“ synchronizací
A: Revolverová hlava A
B: Revolverová hlava B
1: Když posuv v ose X revolverové hlavy B dosáhne polohy ▲, revolverová hlava A se také zastaví.
2: Když posuv v ose X revolverové hlavy A dosáhne polohy ▲, revolverová hlava B se také zastaví.
▲: Zastavení provozu
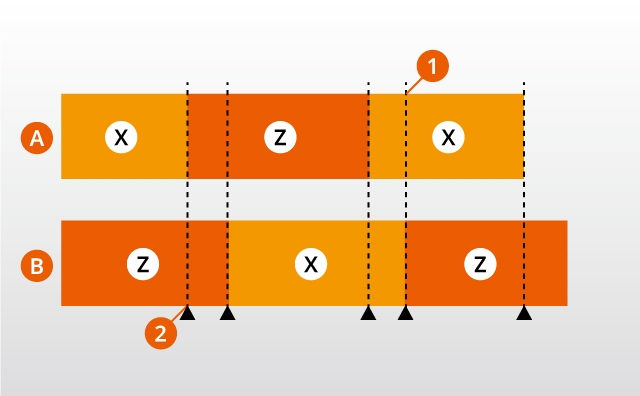
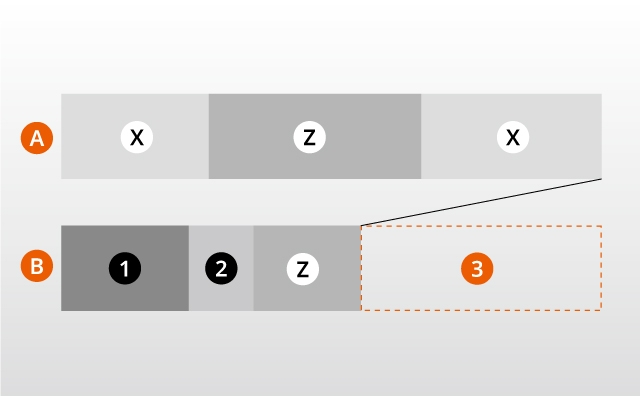
Bez funkce režimu jednoho bloku s „inter-grid“ synchronizací
A: Revolverová hlava A
B: Revolverová hlava B
▲: Zastavení provozu
Synchronizovaný provoz s korekcí
Korekce, která umožňuje nastavit dobu zpracovávání programu, se promítá nejen do provozní doby revolverových hlav, ale také do doby pohotovostního režimu, což umožňuje provoz programu bez narušení synchronizace mezi revolverovými hlavami. To umožňuje vysoce přesné kontroly případné kolize.
Se synchronizovaným provozem s korekcí (50 %)
A: Revolverová hlava A
B: Revolverová hlava B
1: Prodleva (pohotovostní doba)
2: Podpůrné funkce
3: Bez nesouladu programu
Bez synchronizovaného provozu s korekcí (50 %)
A: Revolverová hlava A
B: Revolverová hlava B
1: Prodleva (pohotovostní doba) Žádná změna doby
2: Podpůrné funkce
3: Došlo k nesouladu programu
Ovládání pomocí manuálního pulzního kolečka
Program obrábění lze ovládat libovolnou rychlostí otáčením manuálního kolečka CNC systému. Polohu přibližování a body, v nichž existuje pravděpodobnost kolize, lze pečlivě zkontrolovat.

HQR-200/3 NEO

HQR-250/3 NEO
| Vývrt vřetena | Φ 91 mm |
| Velikost sklíčidla | 10″ |
| Max. průměr obrábění | Φ 320 mm |
| Max. délka obrábění | 860 mm |



