




| Taille de la palette | 400 mm × 400 mm |
| Tige d’outil (standard) | BT30 |
| Vitesse max. de la broche | 20000 min-1 (tr/min) |
| Taille max. de la pièce | Φ600 mm × 500 mm |
Centres d'usinage verticaux
ONU
Centres d’usinage verticaux/horizontaux compacts pour la production de grands volumes
- Machines de plus petite largeur de sa catégorie
- Vitesse de broche élevée et accélération/décélération pour l’usinage à grande vitesse
- La machine est conçue pour faciliter l’entretien afin de minimiser les temps d’arrêt de la machine
- Équipé de la commande CNC Fanuc 32i

Sélectionnez une spécification
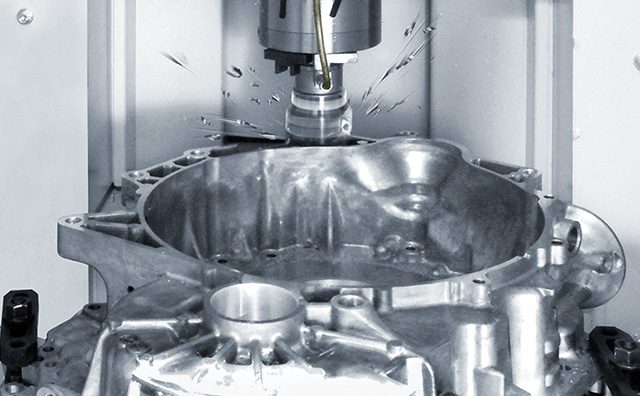
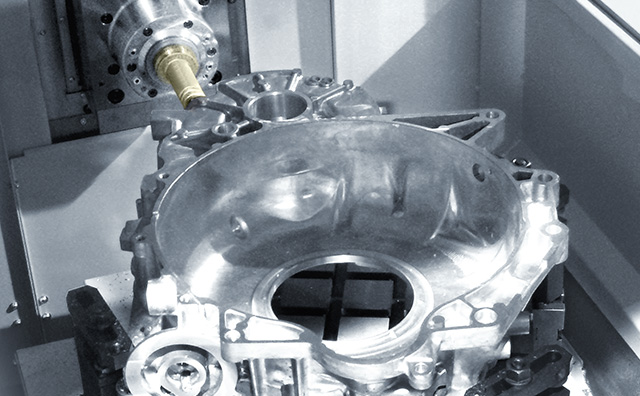
Centres d’usinage BT30 compacts et rapides pour la production de grands volumes de composants automobiles
Taille de la machine réduite pour augmenter votre productivité
Centres d’usinage verticaux UN-600/30V 695 mm
Centres d’usinage horizontaux UN-600/30H 990 mm

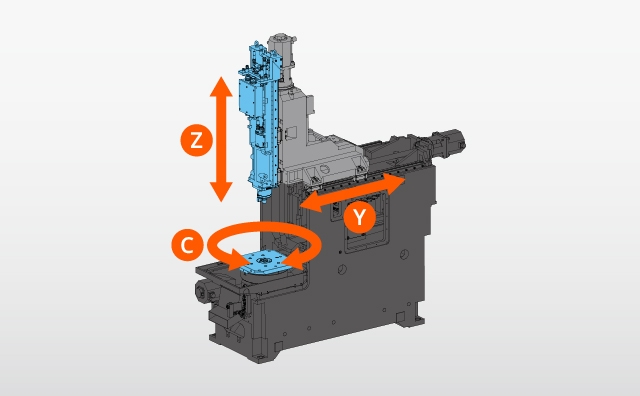
UN-600/30V
Réduction significative de la largeur de la machine obtenue grâce à l’interpolation de la table de la machine (axe C) et de la colonne (axe Y) pour le positionnement de l’axe X.
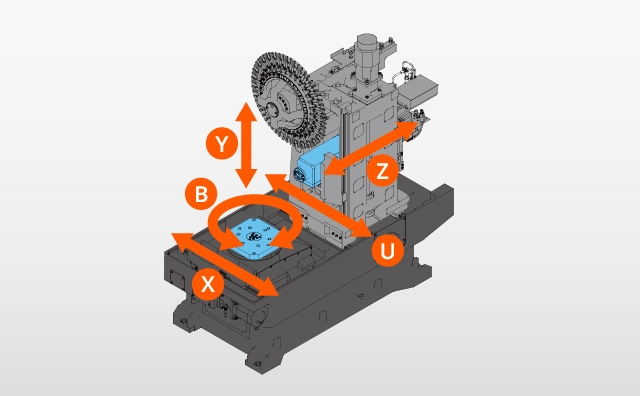
UN-600/30H
En déplaçant la colonne (axe U) sur la moitié de la course de l’axe X et la table (axe X) sur l’autre moitié, la largeur de la machine est considérablement réduite par rapport à d’autres centres d’usinage horizontaux de même capacité de pièce.
Haute vitesse
Vitesse de la broche : 20000 min-1
Accélération / décélération : 0,49 s [ 0 à 20000 min-1 ]
UN-600/30V
Vitesse d’avance (axes Y, Z : 60 m/min, axe C : Durée : 100 min-1)
Accélération de l’avance (axe Y : 1,6 G, axe Z : 1,8 G)
UN-600/30H
Vitesse d’avance (axe X [axe X, axe U]) : 120 m/min [60 m/min], axe Y, Z : 60 m/min)
Accélération de l’avance (axe X [axe X, U] : 2,0 G [1,0 G], axe Y/axe Z : 1,5 G / 2,0 G)
Facilité d’entretien
La lubrification, l’alimentation en air et d’autres éléments nécessitant un accès fréquent sont situés au centre d’une zone non couverte pour faciliter l’entretien.
- [À gauche] UN-600/30V
(Arrière de la machine)
- [À droite] UN-600/30H
(Côté droit de la machine)

Créer des programmes / effectuer la saisie manuelle de données (MDI) avec des coordonnées rectangulaires sur les axes X, Y et Z
Équipé de la commande CNC Fanuc 32i
La programmation de l’axe X se fait de la même manière que pour un centre d’usinage vertical classique. La CNC convertit automatiquement les coordonnées linéaires en coordonnées polaires pour l’axe X.




