








| Taille du mandrin | 8″ |
| Diamètre d'usinage max. | Φ500 mm |
| Longueur d'usinage max. | 500 mm / 1016 mm |
Machines multitâches
INTEGREX j
Modèle d'entrée de gamme pour machines multitâches
- La polyvalence exceptionnelle du fraisage constitue les points faibles du tour à tourelle
- FAIT EN UNE SEULE machine pour tous les processus
- Système CNC conçu pour une utilisation facile

Taille du mandrin
Compenser les points faibles du tour à tourelle
Points faibles d'un tour à tourelle
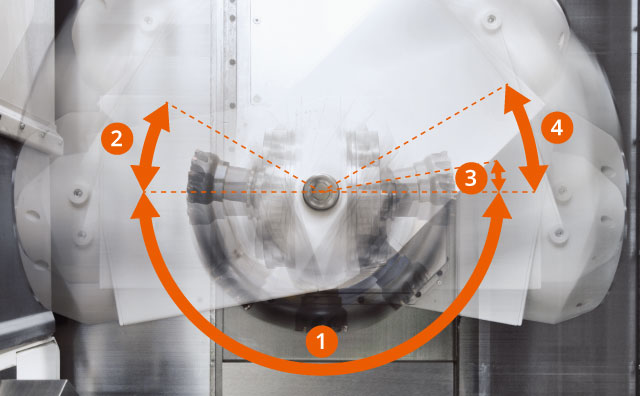
Polyvalence de fraisage exceptionnelle pour l'usinage multi-faces
L'unité de broche de fraisage peut être indexée par incréments de 5 degrés de -30° à 190°, ce qui permet d'effectuer l'usinage du diamètre extérieur, le surfaçage des extrémités et l'usinage diagonal avec un seul outil. Ainsi, les temps de cycle d’usinage peuvent être réduits sans changer d’outil. Des spécifications d'indexation à 1 degré sont également disponibles en option.
- 1: |180°
- 2: |30°
- 3: |10°
- 4 : |30° * Indexation 30° uniquement pour INTEGREX j-200S
Broche de fraisage haute performance
La broche de fraisage possède une capacité de coupe substantielle, équivalente à celle des petits centres d'usinage, permettant d'obtenir une productivité élevée.
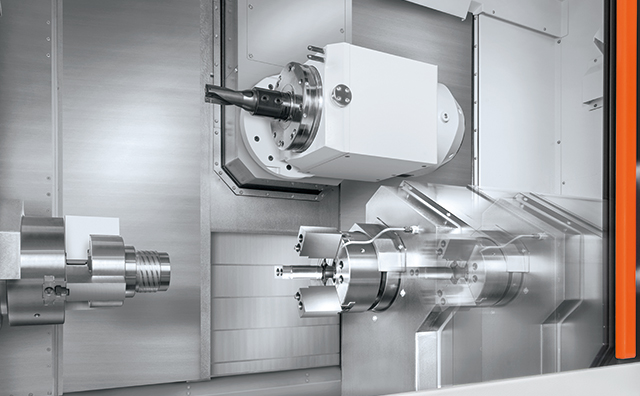
Conception de machines prenant en compte les interférences
La contre-pointe a une course suffisante qui n'interfère pas avec la broche de fraisage ou la deuxième broche. L'installation peut être effectuée sans aucune interférence, ce qui améliore l'efficacité du travail.
Efficacité accrue de la configuration
Magasin d'outils positionné à l'avant
Le magasin d'outils (20 outils en standard et 36 ou 72 outils en option) est idéalement situé à l'avant de la machine pour faciliter le réglage des outils.
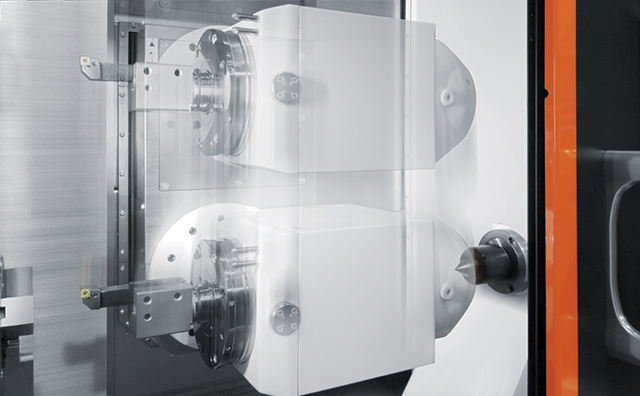
La deuxième broche effectue l'usinage en continu (INTEGREX j-200S)
La deuxième broche est une broche motorisée intégrée équivalente à celle de la broche principale.
Cela permet de réduire efficacement le temps de configuration des pièces nécessitant un alignement de phase.

Usinage à haute productivité et haute précision sans indexation de l'axe C
La zone d'usinage est grande et dispose d'une longue course. L'axe X et l'axe Y ont une grande course de déplacement, permettant l'usinage sans indexation de l'axe C, comme le fraisage du bord d'une pièce, pour une productivité et une précision élevées. Comme les outils non utilisés sont à l'extérieur de la machine, l'usinage peut être effectué sans se soucier des interférences plus qu'avec un tour à tourelle.
Stabilité, haute précision de positionnement et usinage de haute précision
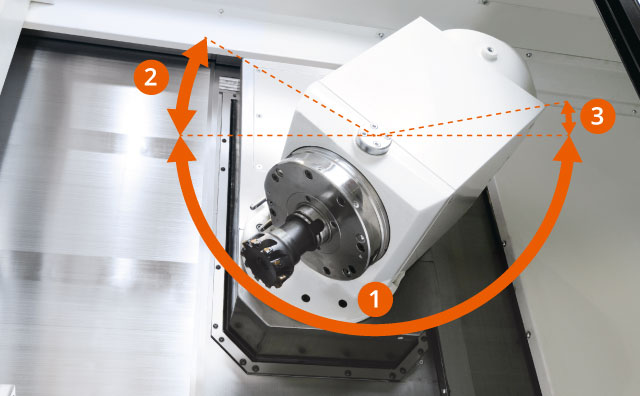
L'accouplement de haute précision permet une précision d'usinage élevée
La tourelle de la broche de fraisage (axe B) est serrée par un accouplement d'indexation de haute précision pour obtenir la même précision d'indexation élevée qu'un centre de tournage avec tourelle à tambour.
- 1: |180°
- 2: |30°
- 3: |10°
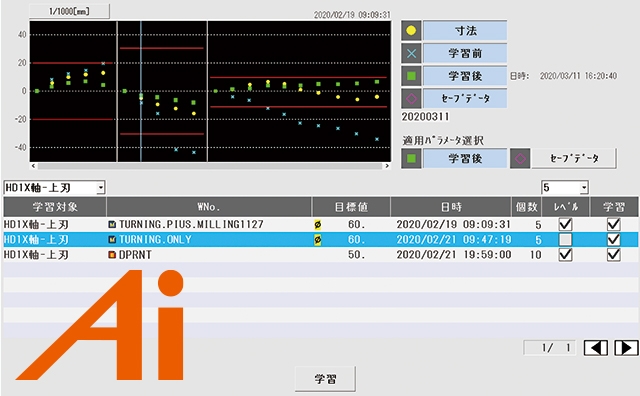
Bouclier thermique AI
En fonction de la vitesse de la broche et de la température de la machine, Ai Thermal Shield supprime les changements de position du tranchant. Il stabilise la précision de l'usinage continu grâce à un contrôle méticuleux de la machine qui prend en compte les changements de température, la position de la machine, la marche/arrêt du liquide de refroidissement et d'autres facteurs. De nouveaux algorithmes ont amélioré la précision de la compensation. De plus, en accumulant et en apprenant les données des mesures ultérieures, la compensation du déplacement thermique peut être optimisée pour chaque environnement d’usinage afin de stabiliser la précision de l’usinage.

- Usinage
- Contrôle des pièces
- Simulation




