





| Alésage de la broche | Φ76 mm |
| Taille du mandrin | 8″ |
| Diamètre d'usinage max. | Φ320 mm |
| Longueur d'usinage max. | 860 mm |
Centres de tournage CNC
HQR NEO
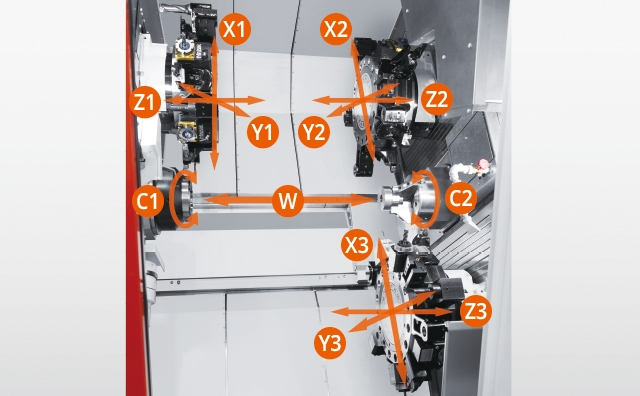
Centres de tournage CNC à 3 tourelles / 2 broches à haut rendement
- Construction de machine à 3 tourelles / 2 broches pour des temps de cycle plus rapides
- Capacité de travail en barre jusqu'à Φ102 mm (option)
- Système d'automatisation pour diverses applications, du mandrin à la pièce à usiner
- Le système CNC MAZATROL SmoothG3 pour un usinage hautement efficace avec 3 tourelles

Taille du mandrin
Construction de machines pour un temps de cycle considérablement réduit
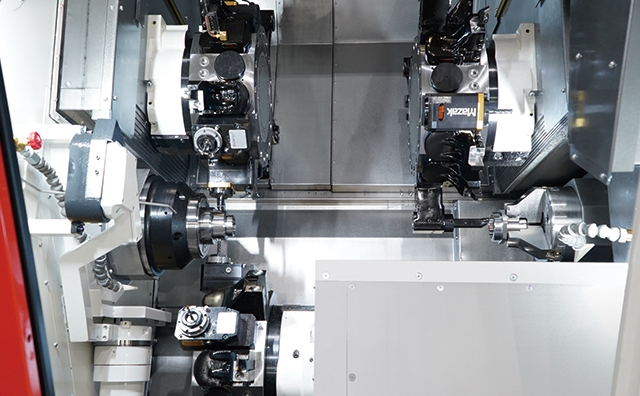
La structure unique de la machine à 3 tourelles / 2 broches permet l'usinage simultané de deux pièces tout en maintenant une coupe équilibrée à l'aide des tourelles supérieure et inférieure.
Dans les pièces où il y a une différence de quantités d'usinage entre la première et la deuxième opération, notre machine réalise une amélioration significative de la productivité même par rapport à un centre de tournage CNC à 2 tourelles / 2 broches.
Capacité de travail au bar
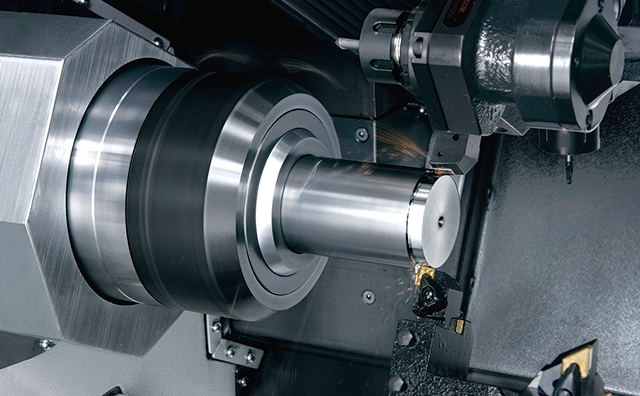
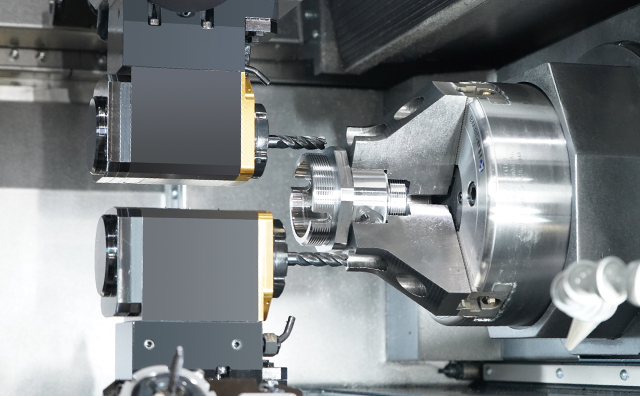
Étant donné que la broche principale et la deuxième broche sont toutes deux dotées de grands alésages de broche, une large gamme de barres peut être usinée.
| Modèle de machine | Broche principale | Deuxième broche |
| HQR-200/3 NEO | Φ65 mm | Φ65 mm |
| Φ102 mm* | Φ65 mm | |
| HQR-250/3 NEO | Φ80 mm | Φ65 mm |
| Φ80 mm* |
*: Facultatif
Recherchez une productivité encore plus élevée grâce à l'automatisation
Une variété d'équipements d'automatisation tels que des alimentateurs de barres, des déchargeurs de pièces et des robots sont disponibles en option pour prendre en charge un fonctionnement automatique à long terme.
Embarreur et déchargeur de pièces
Fonctionnement efficace depuis la barre jusqu'à la pièce finie. En utilisant un déchargeur de pièces au lieu du récupérateur de pièces automobiles, la pièce est retirée de la machine sans endommager la surface finie de haute qualité.

- Étape 1
- Étape 2
Système CNC MAZATROL SmoothG3
Système CNC 4 axes simultanés
- La conception de l'écran qui tire parti du fonctionnement tactile accélère les tâches telles que la programmation et l'édition.
L'écran dédié à 3 tourelles prend en charge les usinages complexes.
- Les mouvements complexes des trois tourelles sont pris en charge par diverses fonctions de contrôle des interférences pour garantir un fonctionnement sûr.

Interface pour une meilleure convivialité
Grand écran tactile pour une utilisation intuitive

Usinage hautement efficace avec 3 fonctions d'affichage et de support dédiées à la tourelle
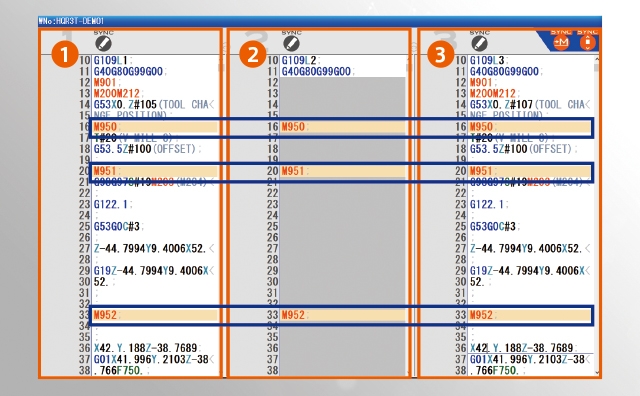
L'affichage divisé en trois colonnes permet de confirmer facilement le fonctionnement de chaque tourelle. L'écran de programmation EIA/ISO affiche les positions de commande en attente côte à côte, permettant une édition intuitive et facile du programme.
Diverses fonctions de contrôle de programme
Les contrôles de programme sont également difficiles sur les machines à 3 tourelles en raison de la complexité des mouvements de la tourelle, ce qui rend difficile le maintien de la synchronisation des tourelles individuelles.
Ces fonctions prennent en charge la vérification des programmes sans perturber la synchronisation des tourelles.
Usinage virtuel
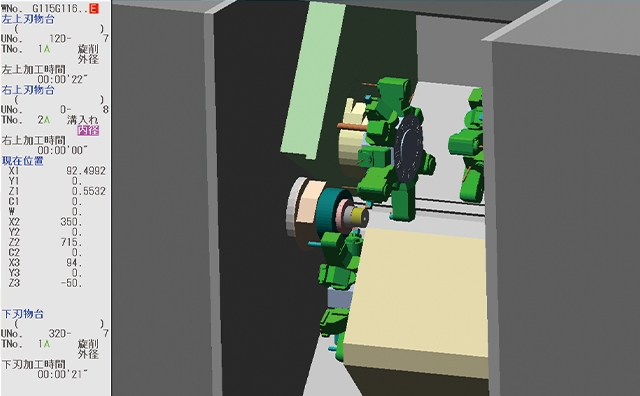
Une simulation précise dans le même environnement d'exploitation que la machine nous permet de vérifier à l'avance la forme de l'usinage et les interférences.
Cela permet des opérations hautement productives dès la première pièce de production.
Bouclier de sécurité
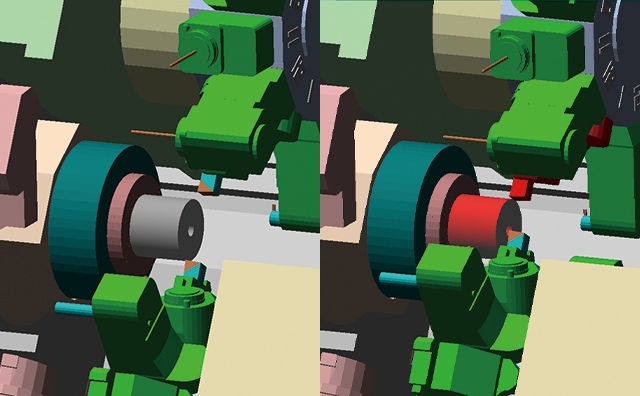
Même lorsque les axes sont déplacés manuellement pendant le travail de configuration, le modèle 3D sur l'écran CN vérifie les interférences et alerte l'opérateur pour éviter toute interférence avec la machine.
Fonctionnement monobloc inter-réseau
Lorsqu'une tourelle termine un processus, toutes les tourelles en fonctionnement s'arrêtent simultanément, même si la fin du bloc diffère pour chaque tourelle.
Ce fonctionnement monobloc inter-réseau assure la synchronisation entre les tourelles, évitant les interférences et augmentant les temps d'arrêt causés par un mauvais alignement du programme.
Avec fonctionnement monobloc inter-réseau
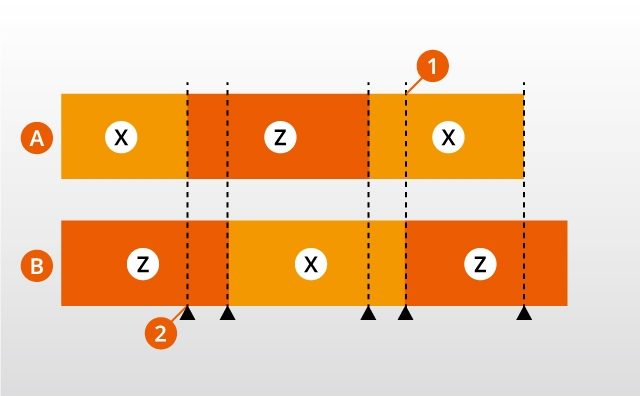
UN: Tourelle A
B: Tourelle B
1: Lorsque l'avance de l'axe X de la tourelle B atteint ▲, la tourelle A s'arrête également.
2: Lorsque l'avance de l'axe X de la tourelle A atteint ▲, la tourelle B s'arrête également.
▲: Arrêt de l'opération
Sans fonctionnement monobloc inter-réseau
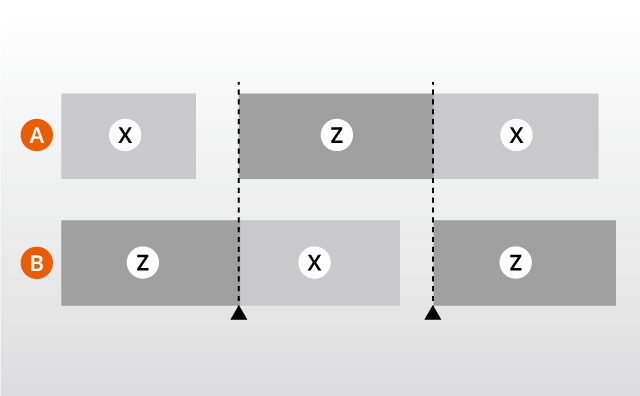
UN: Tourelle A
B: Tourelle B
▲: Arrêt de l'opération
Remplacer le fonctionnement synchronisé
L'Override, qui permet de régler le temps de traitement du programme, se répercute non seulement sur le temps de fonctionnement des tourelles mais également sur le temps de veille, permettant ainsi le fonctionnement du programme sans perturber la synchronisation entre les tourelles. Cela permet des contrôles d’interférence de haute précision.
Avec fonctionnement synchronisé Override (50 %)
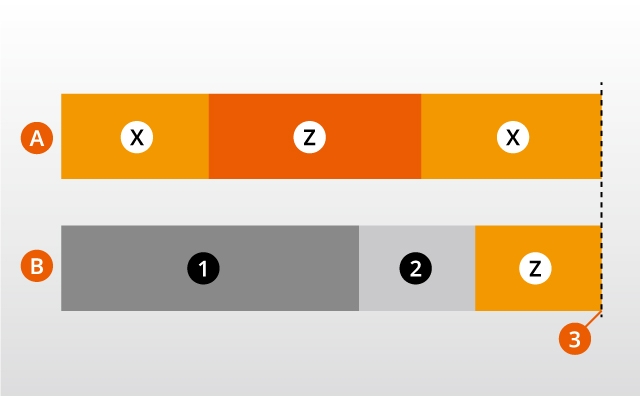
UN: Tourelle A
B: Tourelle B
1: Durée de veille (temps de veille)
2: Fonctions de support
3: Aucun désalignement du programme
Sans opération synchronisée Override (50%)
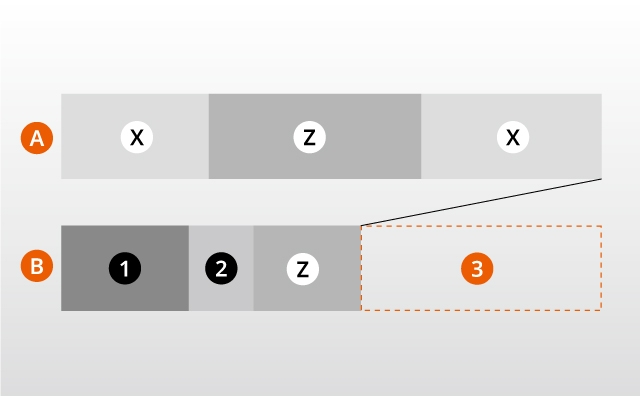
UN: Tourelle A
B: Tourelle B
1: Temps de veille (temps de veille) Aucun changement de temps
2: Fonctions de support
3: Un désalignement du programme s'est produit
Fonctionnement manuel de la poignée à impulsion
Le programme d'usinage peut être exécuté à n'importe quelle vitesse en tournant le volant du système CNC à la main. La position d'approche et les points où des interférences sont susceptibles de se produire peuvent être soigneusement vérifiés.

HQR-200/3 NEO

HQR-250/3 NEO
| Alésage de la broche | Φ91 mm |
| Taille du mandrin | 10″ |
| Diamètre d'usinage max. | Φ320 mm |
| Longueur d'usinage max. | 860 mm |



