





| Passagem do eixo-árvore | Ø76 mm |
| Tamanho da placa | 8″ |
| Diâmetro máximo de usinagem | Ø320 mm |
| Comprimento máximo de usinagem | 860 mm |
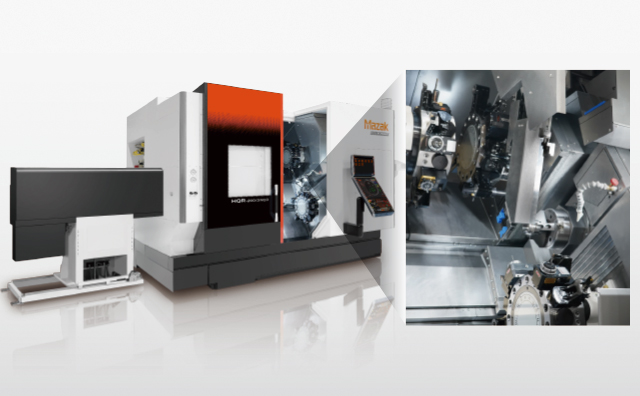
Centros de Torneamento
HQR NEO
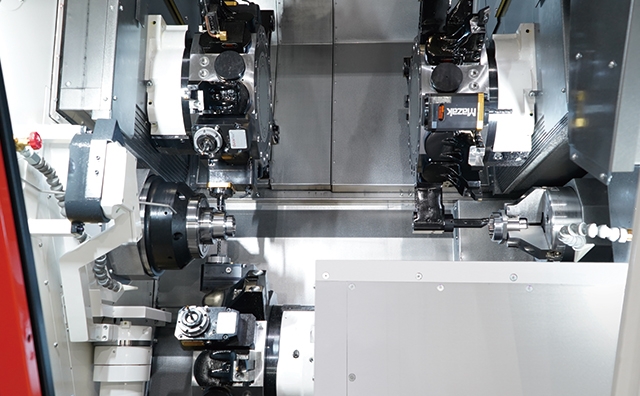
Centros de torneamento CNC de alta eficiência com 3 torres /2 eixos-árvore
- Construção de máquina com 3 torres /2 eixos-árvore para tempos de ciclo mais rápidos
- Capacidade de trabalho da barra até Ø102 mm (opcional)
- Sistema de automação para diversas aplicações, desde placa até peça de trabalho de eixo
- O sistema CNC MAZATROL SmoothG3 para usinagem altamente eficiente com 3 torres

Tamanho da placa
Construção de máquinas para tempo de ciclo significativamente reduzido
A estrutura exclusiva da máquina com 3 torres /2 eixos-árvore realiza usinagem simultânea de duas peças de trabalho, mantendo o corte balanceado usando torres superiores e inferiores.
Em peças onde há uma diferença nas quantidades de usinagem entre a primeira e a segunda operações, nossa máquina alcança uma melhoria significativa na produtividade, mesmo em comparação com centro de torneamento CNC de 2 torres /2 eixos-árvore .

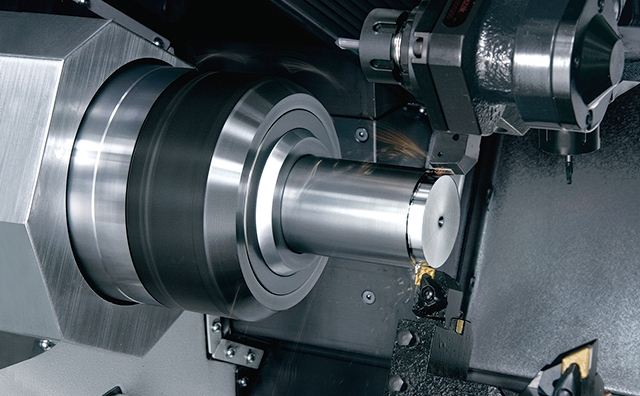
Capacidade de trabalho de barra
Como tanto o 1o eixo-árvore quanto o 2o eixo-árvore têm grande passagem, uma ampla variedade de barras pode ser usinada.
| Modelo de máquina | Eixo-árvore principal | Eixo-árvore secundário |
| HQR-200/3 NEO | Ø65 mm | Ø65 mm |
| Ø102 mm* | Ø65 mm | |
| HQR-250/3 NEO | Ø80 mm | Ø65 mm |
| Ø80 mm* |
*: Opcional
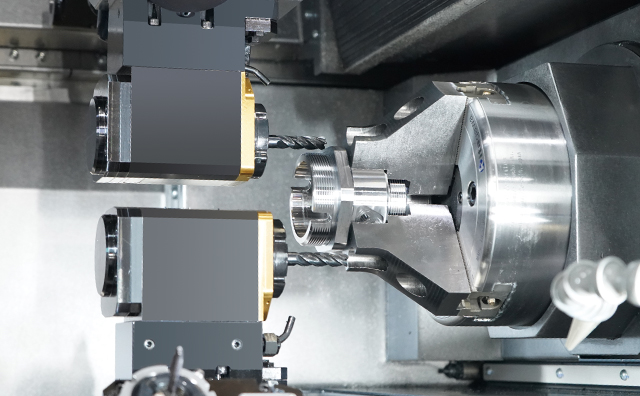
Busque uma produtividade ainda maior por meio da automação
Uma variedade de equipamentos de automação, como alimentadores de barra , descarregadores de peças e robôs, estão disponíveis opcionalmente para dar suporte à operação automática de longo prazo.
alimentador de barras e descarregador de peças
Operação eficaz do material da barra até a peça acabada. Ao utilizar um descarregador de peças em vez do coletor automático de peças, a peça é removida da máquina sem danificar a superfície acabada de alta qualidade.
- Etapa 1
- Etapa 2
Sistema CNC MAZATROL SmoothG3
Sistema CNC de 4 eixo simultâneos
- O design de tela que aproveita a operação por toque acelera tarefas como programação e edição.
A tela dedicada de 3 torres suporta usinagens complexas.
- Os movimentos complexos das três torres são suportados por várias funções de verificação de interferência para garantir uma operação segura.

Interface para melhor usabilidade
Grande tela sensível ao toque para operação intuitiva

Usinagem altamente eficiente com 3 funções de suporte e display dedicado à torre
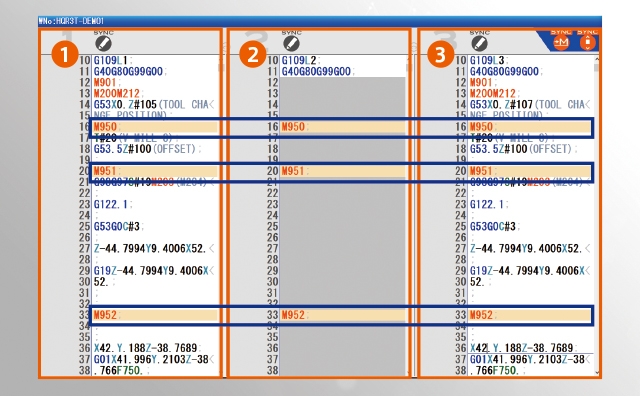
O display dividido em três colunas facilita a confirmação do funcionamento de cada torre. A tela de programação EIA/ISO exibe as posições de comando em espera lado a lado, permitindo uma edição de programa intuitiva e fácil.
Várias funções de verificação de programa
As verificações de programa também são difíceis em máquinas de 3 torres devido à complexidade dos movimentos das torres, o que dificulta a manutenção da sincronização das torres individuais.
Essas funções oferecem suporte à verificação de programas sem interromper a sincronização das torres.
Usinagem Virtual
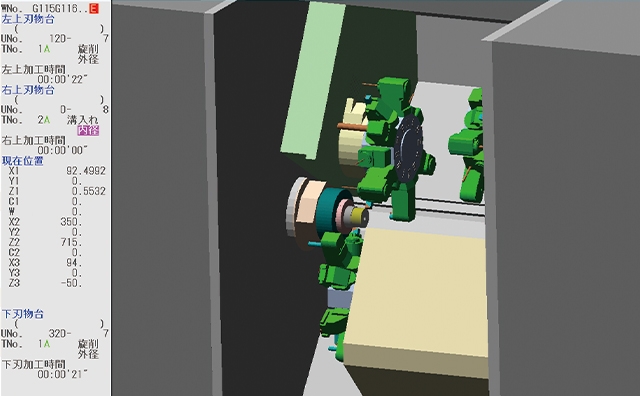
A simulação precisa no mesmo ambiente operacional da máquina nos permite verificar a forma da usinagem e a interferência com antecedência.
Isso permite operações altamente produtivas desde a primeira peça produzida.
Safety Shield

Mesmo quando os eixos são movidos manualmente durante a preparação do trabalho, o modelo 3D na tela NC verifica se há interferência e alerta o operador para evitar a interferência da máquina.
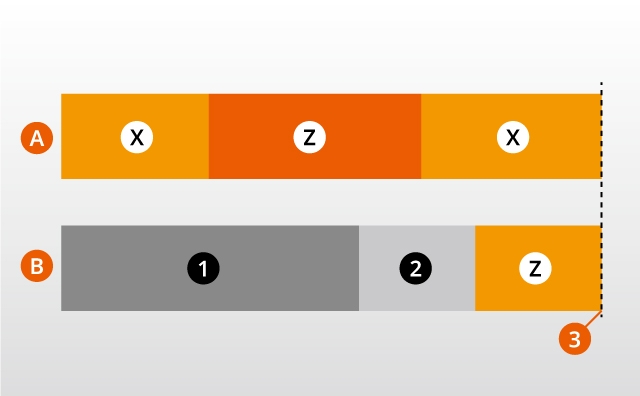
Operação de bloco único inter-grind
Quando uma torre conclui um processo, todas as torres em operação param simultaneamente, mesmo que o fim do bloco seja diferente para cada torre.
Essa operação de bloco único entre redes garante a sincronização entre torres, evitando interferências e aumentando o tempo de inatividade causado pelo desalinhamento do programa.
Com operação de bloco único Inter-grid
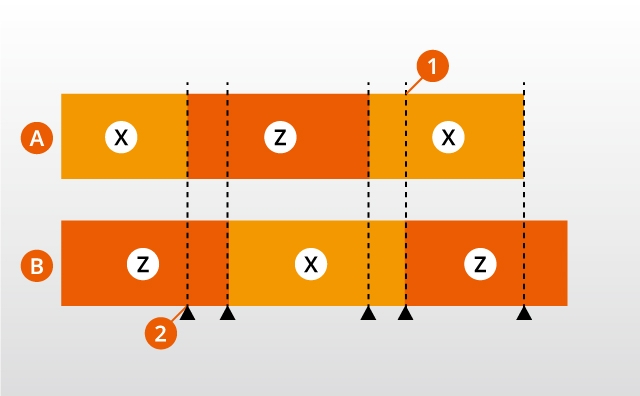
A: Torre A
B: Torre B
1: Quando o avanço do Eixo-X da torre B atinge ▲, a torre A também para.
2: Quando o avanço do Eixo-X da torre A atinge ▲, a torre B também para.
▲: Parada de operação
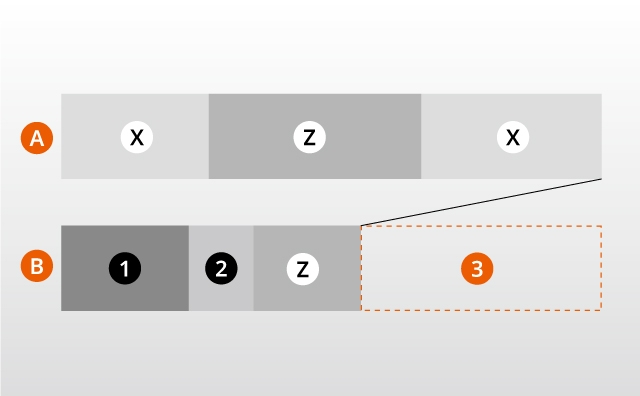
Sem operação de bloco único Inter-grid
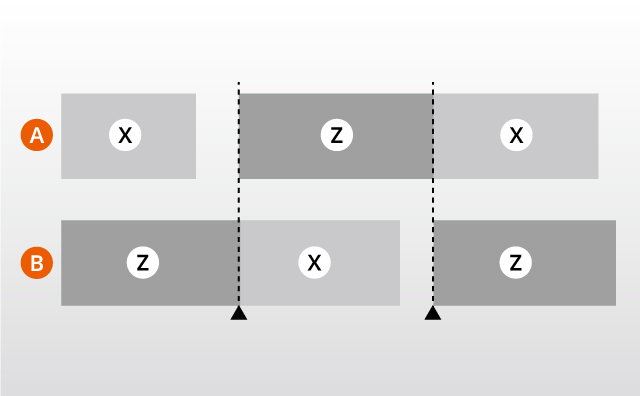
A: Torre A
B: Torre B
▲: Parada de operação
Operação de velocidade de avanço sincronizado
A velocidade de avanço, que controla do tempo de processamento do programa, é refletida não apenas no tempo de operação das torres, mas também no tempo de espera, permitindo assim a operação do programa sem interromper a sincronização entre as torres. Isso permite verificações de interferência de alta precisão .
Com operação de velocidade de avanço sincronizado (50%)
A: Torre A
B: Torre B
1: Permanecer (tempo de espera)
2: Funções de suporte
3: Nenhum desalinhamento de programa
Sem operação sincronizada de substituição (50%)
A: Torre A
B: Torre B
1: Permanecer (tempo de espera) Nenhuma alteração no tempo
2: Funções de suporte
3: Ocorreu desalinhamento do programa
Operação manual do dial de pulso
O programa de usinagem pode ser operado em qualquer velocidade girando o dial de pulso do sistema CNC manualmente. A posição de aproximação e os pontos onde é provável que ocorra interferência podem ser verificados cuidadosamente.

HQR-200/3 NEO

HQR-250/3 NEO
| Passagem do eixo-árvore | Ø91 mm |
| Tamanho da placa | 10″ |
| Diâmetro máximo de usinagem | Ø320 mm |
| Comprimento máximo de usinagem | 860 mm |



