






| Palletgrootte | 630 mm × 630 mm |
| Gereedschapsopname (standaard) | BT50, CAT Nr.50 |
| Max. spilsnelheid | 10000 min-1 |
| Max. werkstukgrootte | Φ1050 mm × 1000 mm |
5-assige bewerkingscentra
VORTEX i-V
5-assige verticale bewerkingscentra geschikt voor meervlaks / 5-assige bewerking van zware werkstukken
- Onderdelenbewerking, waarvoor voorheen meerdere processen nodig waren, kan in één bewerking worden uitgevoerd. Dit vermindert niet alleen de in-process voorraad en doorlooptijd, maar verbetert ook gelijktijdig nauwkeurigheid van de bewerking.
- Naast de bewerking van meerdere oppervlakken is 5-assige vrije vorm bewerking mogelijk.

Palletgrootte
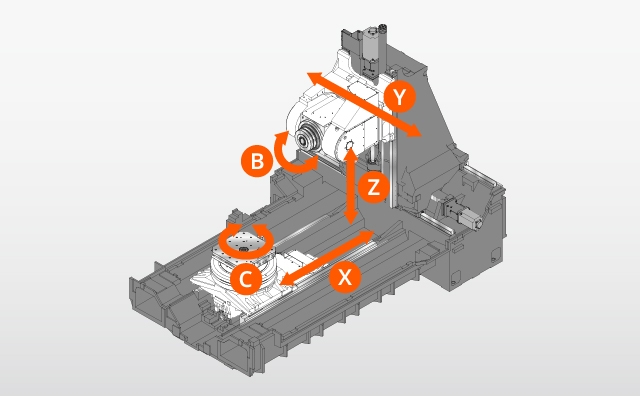
Zeer stijve structuur voor stabiele bewerking met hoge nauwkeurigheid
Hogeprecisiefunctie als standaarduitrusting
- Lineaire rolgeleidingen gebruikt op alle assen
In de X-, Y- en Z-assen worden lineaire rolgeleiders met een uitstekende stijfheid gebruikt om krachtig te verspanen en uiterst nauwkeurig te bewerken. - B-as roller gear cam
Eliminatie van de speling zorgt voor een hoge nauwkeurigheid en hoog efficiënte bewerking. (over het roterende positioneringsbereik van 150 graden is de positioneringsnauwkeurigheid twee keer beter dan de ISO-norm) - C-as roller gear cam
De NC-draaitafel maakt gebruik van een roller gear cam voor een zeer nauwkeurige bewerking gedurende langere perioden en kan worden geïndexeerd in stappen van 0,0001°. - Kegelkoppeling
De pallet en tafel worden geklemd door kegelkoppelingen om een hoge stijfheid en een hoge herhaalbare positioneer nauwkeurigheid te garanderen bij het wisselen van pallets. - Y-as schuine structuur
De schuine structuur van het montageoppervlak van de Y-as-rolgeleider zorgt voor stabiele bewerking door de verspaningsbelasting tijdens de bewerking te absorberen.
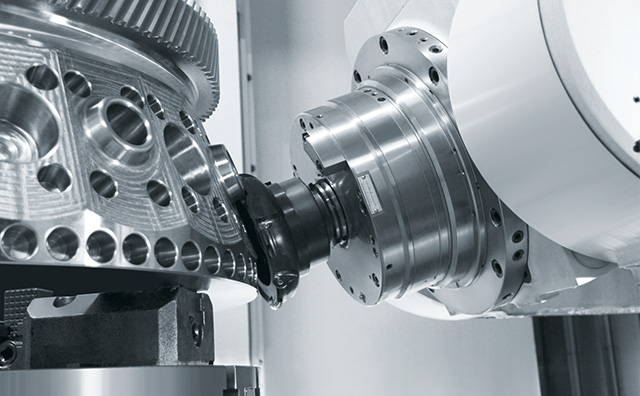
Verbeterde freesprestaties voor hoge productiviteit
Drie freesspillen zijn in staat om een breed scala aan materialen te bewerken, van staal tot non-ferro materialen
BT50, CAT Nr.50, 10000 min - 1 Freesspil
Standaard spil ontworpen voor toepassingen zoals gietijzer, staal en non-ferro materiaal.
Bereikt een hoog efficiënte bewerking voor een grote verscheidenheid aan werkstukken.
| Max. toerental | 10000 min-1 |
| Vermogen (40% ED / cont. regime) | AC 37 kW (50 PK) / AC 30 kW (40 PK) |
| Max. koppel (40% ED / cont. regime) | 353 N・m (36,0 kgf・m) / 248 N・m (25,3 kgf・m) |
BT50, CAT Nr.50, 5000 min - 1 Freesspil (Optioneel)
Ontworpen voor bewerkingen met een hoog koppel, zoals voorbewerking van gietijzer en staal.
| Max. toerental | 5000 min-1 |
| Vermogen (40% ED / cont. regime) | AC 37 kW (50 PK) / AC 30 kW (40 PK) |
| Max. koppel (40% ED / cont. regime) | 715 N・m (73,0 kgf・m) / 525 N・m (53,6 kgf・m) |
Hsk-T100, 15000 min - 1 Freesspil (Optioneel)
Garandeert een snelle bewerking van non-ferromaterialen en moeilijk te verspanen materialen. Het maakt zeer efficiënte bewerking van een verscheidenheid aan materialen mogelijk.
| Snelheid | 15000 min-1 |
| Vermogen (40% ED / cont. regime) | AC 56 kW (75 PK) / AC 45 kW (60 PK) |
| Max. koppel (40% ED / cont. regime) | 143 N・m (14,6 kgf・m) / 118 N・m (12,0 kgf・m) |
BBT50, HSK-T100, CAPTO C8 (Optioneel)
Hoge snelheidsspil met gereedschappen met flenscontact voor een zeer stijve bewerking.
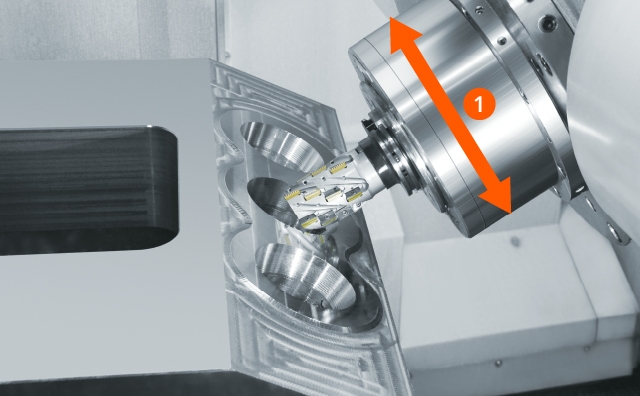
Ontworpen voor minimale interferentie
Het compacte ontwerp van de freesspil minimaliseert werkstukinterferentie. Het vergroot niet alleen het bewerkingsoppervlak, maar maakt het ook mogelijk om kortere gereedschappen te gebruiken voor verhoogde bewerkingsprestaties en nauwkeurigheid.
- 1: Φ299 mm
Zeer nauwkeurige bewerking met geavanceerde technologie
Smooth Ai spil (Optioneel)
Mazak's unieke AI adaptieve besturing verbetert de productiviteit en bewerkte oppervlaktekwaliteit. Als trillingen optreden tijdens het frezen, veranderen de trillingssensor en AI-adaptieve besturing automatisch de bewerkingsomstandigheden om de trillingen te onderdrukken.

SMOOTH MACHINING CONFIGURATION
Verspaningsparameter tuning functie
Bewerkingsfuncties, waaronder cyclustijd, afgewerkt oppervlak en bewerkingsvorm, kunnen worden aangepast aan materiaalvereisten en bewerkingsmethoden. Omdat de operator de instellingen eenvoudig kan aanpassen en wijzigen, is het vooral effectief voor complexe contouren van het werkstuk die in kleine incrementen worden gedefinieerd.

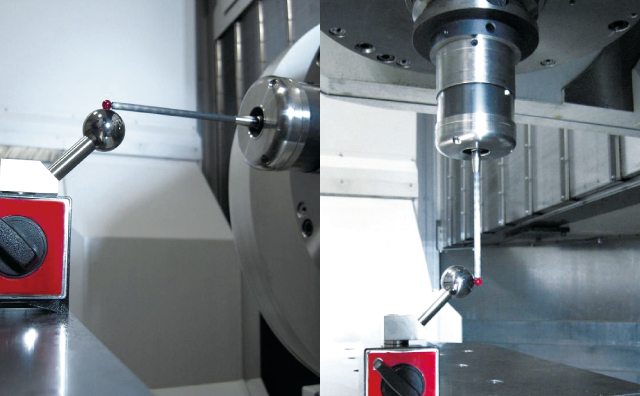
MAZA-CHECK
Zeer nauwkeurige 5-assige kalibratie
Om de 5-assige bewerkingsnauwkeurigheid te garanderen, meet en kalibreert MAZA-CHECK drie waarden; eerst de afstand tussen het freesspilcentrum en het rotatiecentrum van de tafel (X-asrichting en Y-asrichting), ten tweede de afwijking tussen het rotatiecentrum van de B-as en het freessspilcentrum en ten derde de offsetwaarde tussen het rotatiecentrum van de B-as en het referentievlak van de freessspil. Dit kalibratieproces wordt automatisch uitgevoerd met behulp van een standaardbol, meettaster* en meetmacro.
- *De RMP-600 draadloze type hoge precisie meettaster is vereist.
Gereedschapsmagazijn ontwikkeld voor diverse werkstukken en productievolumes
Transportsysteem gereedschappen
Het gebruik van de machine neemt aanzienlijk toe door de verlengde automatische werkingstijd. Het aantal opgeslagen gereedschappen in het machinemagazijn kan worden geminimaliseerd en speciaal gereedschap kan worden gedeeld tussen machines.
TOOL HIVE
Bediening en bewerking van gereedschapsgegevens kunnen worden uitgevoerd op het TOOL HIVE TERMINAL bedieningspaneel, zodat er minder tijd nodig is voor het instellen van gereedschap.





