







| Spilboring | Φ76 mm |
| Grootte klauwplaat | 8” |
| Max. bewerkingsdiameter | Φ320 mm |
| Max. bewerkingslengte | 860 mm |
CNC-draaicentra
HQR NEO
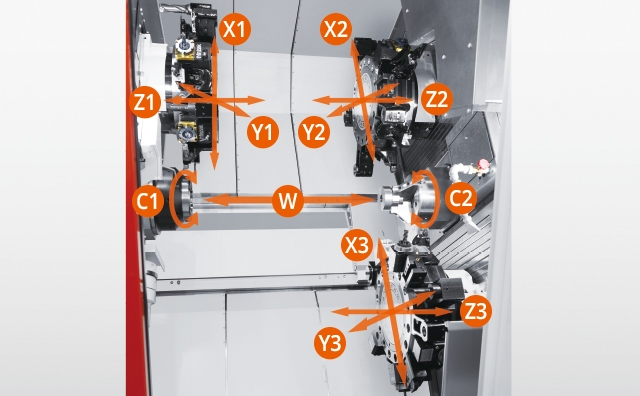
Zeer efficiënte CNC-draaicentra met 3 revolverkoppen en 2 spillen
- Machineconstructie met 3 revolverkoppen en 2 spillen voor snellere cyclustijden
- Staafcapaciteit tot Φ102 mm (optie)
- Automatiseringssysteem voor verschillende toepassingen, van klauwplaat- tot aswerkstukken
- Het CNC-systeem MAZATROL SmoothG3 voor zeer efficiënte bewerking met 3 revolverkoppen

Grootte klauwplaat
Machineconstructie voor aanzienlijk kortere cyclustijd
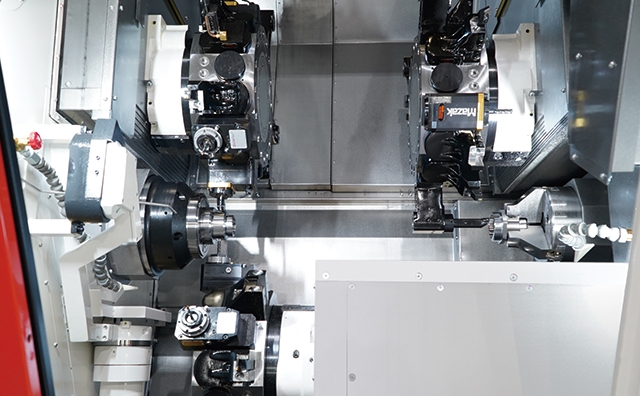
De unieke machinestructuur met 3 revolverkoppen en 2 spillen voert gelijktijdige bewerking van twee werkstukken uit met behoud van een gebalanceerde snede met behulp van bovenste en onderste revolver.
In werkstukken waar er een verschil is in bewerkingshoeveelheden tussen de eerste en tweede bewerking, bereikt onze machine een aanzienlijke productiviteitsverbetering, zelfs vergeleken met een CNC-draaicentrum met 2 revolverkoppen / 2 spillen.

Staafcapaciteit
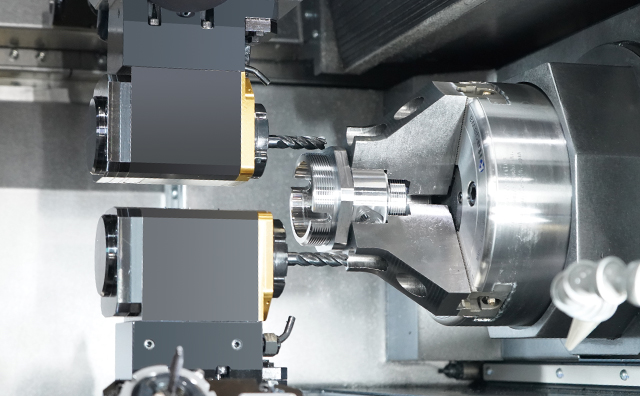
Omdat zowel de hoofdspil als de tweede spil grote spilboringen hebben, kan een breed scala aan staven worden bewerkt.
| Machinemodel | Hoofdspil | Tweede spil |
| HQR-200/3 NEO | Φ65 mm | Φ65 mm |
| Φ102 mm* | Φ65 mm | |
| HQR-250/3 NEO | Φ80 mm | Φ65 mm |
| Φ80 mm* |
* Optioneel
Streef naar een nog hogere productiviteit door automatisering
Een verscheidenheid aan automatiseringssystemen zoals stangenladers, werkstukontladers en robots zijn optioneel verkrijgbaar om langdurige automatische werking mogelijk te maken.
Stangenladers en werkstukontladers
Effectief bewerken van stafmateriaal tot afgewerkt werkstuk. Door een werkstukontlader te gebruiken in plaats van de automatische werkstukopvanger, wordt het werkstuk uit de machine verwijderd zonder het hoogwaardige afgewerkte oppervlak te beschadigen.

- Stap 1
- Stap 2
CNC-systeem MAZATROL SmoothG 3
Simultaan 4-assig CNC-systeem
- Schermontwerp dat gebruik maakt van aanraakbediening versnelt taken zoals het programmeren en bewerken.
Het speciale scherm met 3 revolverkoppen ondersteunt de complexe bewerking.
- Complexe bewegingen van de drie revolverkoppen worden ondersteund door verschillende controlefuncties op interferentie om een veilige werking te garanderen.

Interface voor een verbeterd gebruiksgemak
Groot aanraakscherm voor intuïtieve bediening

Zeer efficiënte bewerking met speciale display- en ondersteuningsfuncties voor de 3 revolverkoppen
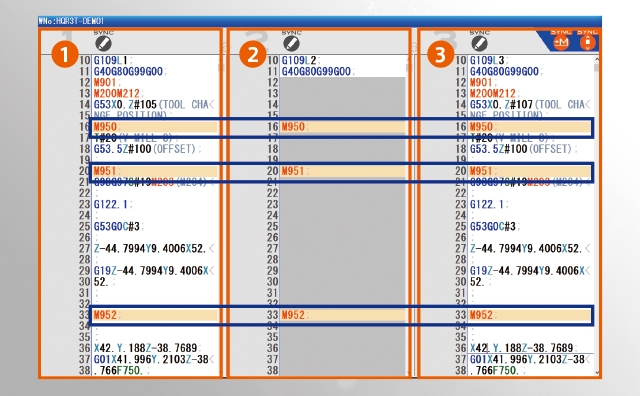
Het display, verdeeld in drie kolommen, maakt het eenvoudig om de werking van elk revolverkop te bevestigen. Op het EIA/ISO-programmeerscherm worden de posities van de wachtopdrachten naast elkaar weergegeven, zodat het programma intuïtief en eenvoudig kan worden bewerkt.
Verschillende functies voor het controleren van het programma
Programmacontroles zijn ook moeilijk op machines met drie revolverkoppen vanwege de complexiteit van de bewegingen van de revolverkoppen, waardoor het moeilijk is om de synchronisatie van de afzonderlijke revolverkoppen te handhaven.
Deze functies ondersteunen de programmacontrole zonder de synchronisatie van de revolverkoppen te verstoren.
Virtuele bewerking
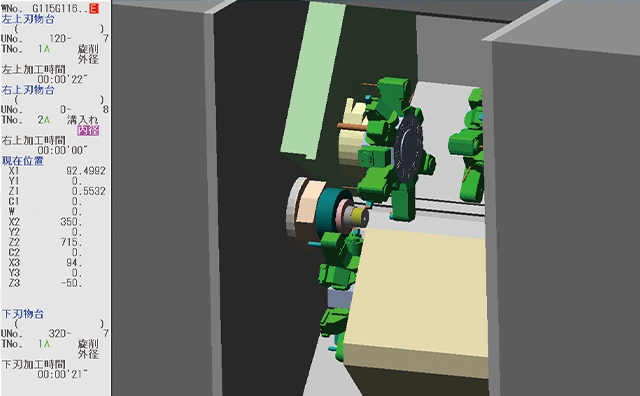
Nauwkeurige simulatie onder dezelfde werkomgeving als de machine stelt ons in staat om vooraf de bewerkingsvorm en interferentie te controleren.
Dit maakt zeer productieve bewerkingen vanaf het eerste productiestuk mogelijk.
Safety Shield
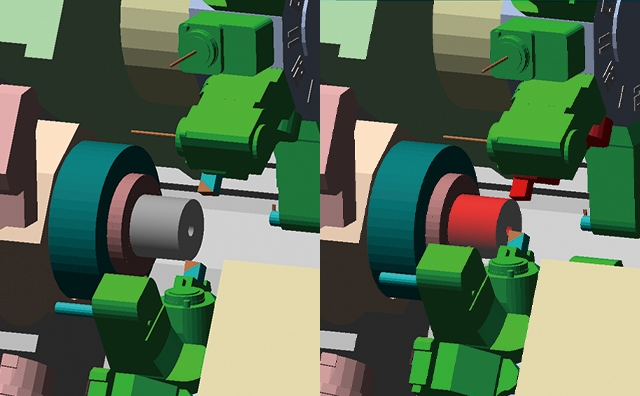
Zelfs wanneer assen tijdens installatiewerkzaamheden handmatig worden verplaatst, controleert het 3D-model op het NC-scherm op interferentie en waarschuwt het de operator om interferentie te voorkomen.
Inter-grid enkel blok operatie
Wanneer een revolverkop een proces voltooit, stoppen alle revolverkoppen die in bedrijf zijn simultaan, zelfs als het einde van het blok voor elke revolverkop verschilt.
Deze intergrid-operatie met enkel blok zorgt voor de synchronisatie tussen de revolverkoppen, waardoor interferentie wordt voorkomen en de uitvaltijd als gevolg van een verkeerde uitlijning van het programma wordt verlengd.
Met Inter-grid enkel blok operatie
A: Revolverkop A
B: Revolverkop B
1: Wanneer de X-asvoeding van revolverkop B ▲ bereikt, stopt ook revolverkop A.
2: Wanneer de X-asvoeding van revolverkop A ▲ bereikt, stopt ook revolverkop B.
▲: Operatie stopt
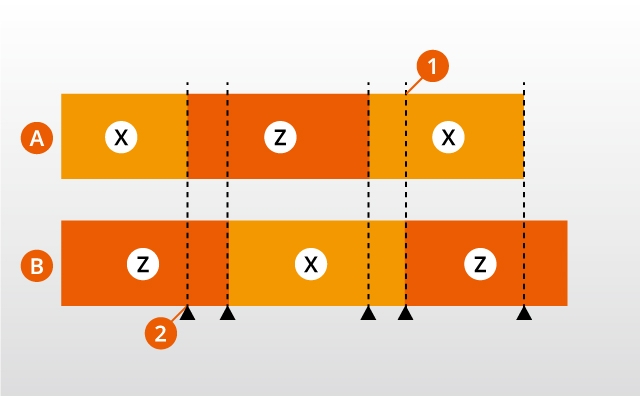
Zonder Inter-grid enkel blok operatie

A: Revolverkop A
B: Revolverkop B
▲: Operatie stopt
Override gesynchroniseerde bewerking
Override, waarmee de verwerkingstijd van het programma kan worden aangepast, wordt niet alleen weerspiegeld in de bedrijfstijd van de revolverkoppen, maar ook in de standby-tijd, waardoor het programma kan worden uitgevoerd zonder de synchronisatie tussen de revolverkoppen te verstoren. Dit maakt zeer nauwkeurige controles op interferentie mogelijk.
Met gesynchroniseerde Override-werking (50%)
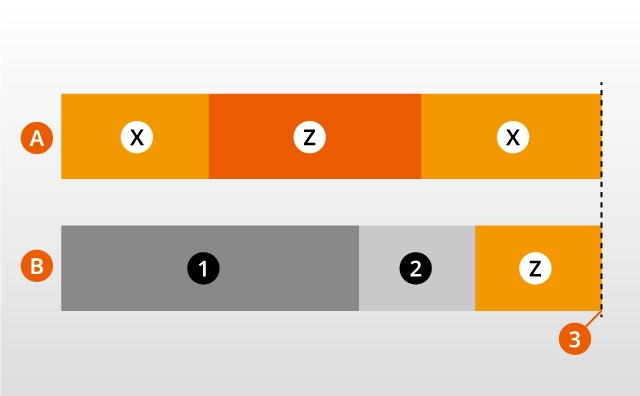
A: Revolverkop A
B: Revolverkop B
1: Wachttijd (standby-tijd)
2: Ondersteunende functies
3: Geen verkeerde uitlijning van het programma
Zonder Override gesynchroniseerde werking (50%)
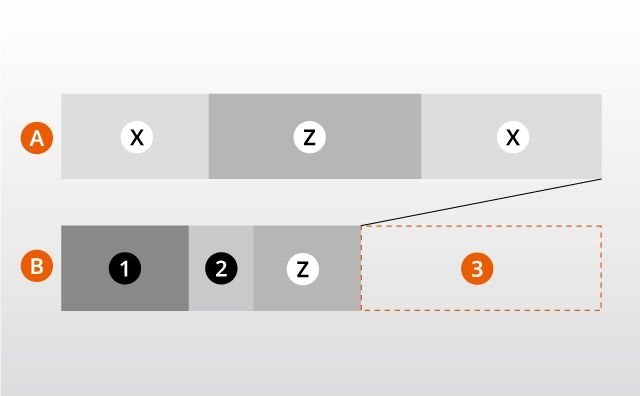
A: Revolverkop A
B: Revolverkop B
1: Wachttijd (standby-tijd) Geen verandering in tijd
2: Ondersteunende functies
3: Er is een verkeerde uitlijning van het programma
Handmatige bediening van de pulshendels
Het bewerkingsprogramma kan op elke snelheid worden bediend door het handwiel van het CNC-systeem met de hand te draaien. De naderingspositie en de punten waar interferentie waarschijnlijk zal optreden, kunnen zorgvuldig worden gecontroleerd.

HQR-200/3 NEO

HQR-250/3 NEO
| Spilboring | Φ91 mm |
| Grootte klauwplaat | 10” |
| Max. bewerkingsdiameter | Φ320 mm |
| Max. bewerkingslengte | 860 mm |



